以下是:数控等离子切割机-激光切割机光纤激光老客户钟爱的产品参数
| 产品参数 |
|---|
| 产品价格 | 电仪 |
|---|
| 发货期限 | 3天 |
|---|
| 供货总量 | 999 |
|---|
| 运费说明 | 供方支付 |
|---|
| 最小起订 | 1 |
|---|
| 是否厂家 | 生产厂家 |
|---|
| 产品材质 | 钢结构 |
|---|
| 产品品牌 | 华宇诚数控 |
|---|
| 产品规格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | YCLM-4000 |
|---|
| 质保时间 | 2年 |
|---|
| 适用领域 | 金属钢板切割 |
|---|
数控等离子切割机-激光切割机光纤激光老客户钟爱,江苏省盐城市华宇诚数控科技有限公司为您提供数控等离子切割机-激光切割机光纤激光老客户钟爱,联系人:,电话:18986290037、18986290037,QQ:1051088151,请联系江苏省盐城市华宇诚数控科技有限公司,发货地:武汉江夏区庙山工业园特1号发货到江苏省 盐城市 亭湖区、盐都区、响水县、滨海县、阜宁县、射阳县、建湖县、东台市、大丰区。 江苏省,盐城市 2022年,盐城市实现地区生产总值7079.8亿元,按可比价格计算,比上年增长4.6%。分产业看,第一产业增加值793.8亿元,比上年增长3.8%;第二产业增加值2927.8亿元,比上年增长6.0%;第三产业增加值3358.2亿元,比上年增长3.6%,三次产业增加值比例为11.2:41.4:47.4。人均地区生产总值达105647元,比上年增长4.7%。
我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让数控等离子切割机-激光切割机光纤激光老客户钟爱自己向您展示它的卓越品质和出色性能。
以下是:数控等离子切割机-激光切割机光纤激光老客户钟爱的图文介绍
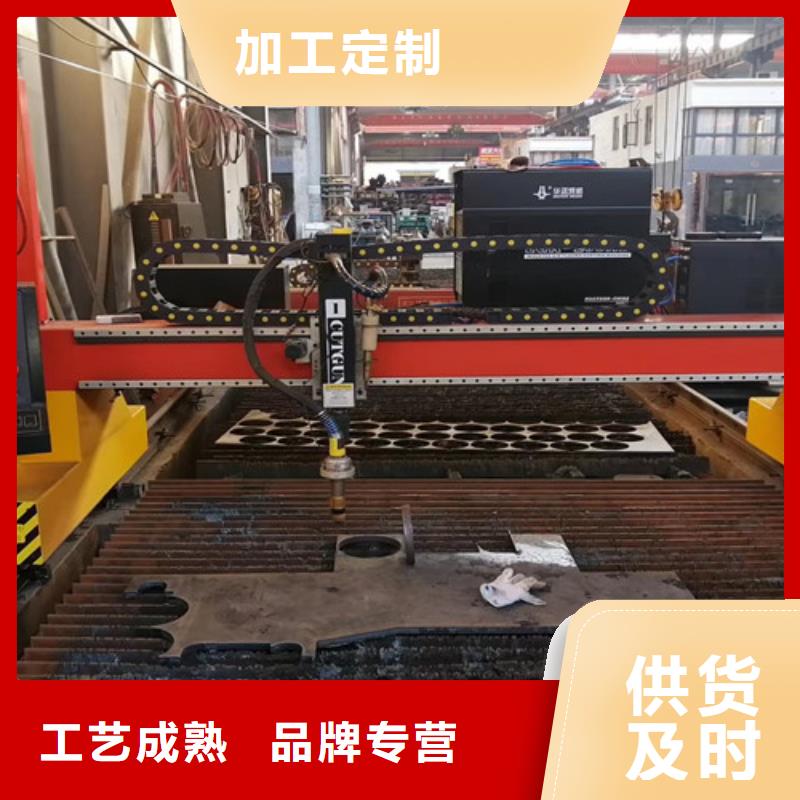
不少准备选购数控切割机的客户,都在发愁一个问题,就是数控切割机怎么编程?数控切割机发展到今天已经很成熟了,虽然系统是采用国际通用G码编程,不少人认为自己记不住或不认识G码,如何实现编程?如何操作数控切割机呢?但是现在随着智能与人工应用的发展,在使用和操作数控切割机的时候,根本是无需编程的,今天奥迅切割设备小编就拿数控等离子切割机为例,讲解一下怎么编程?
奥迅切割机内置图形
首先现在数控切割机操作系统一般都内置了部分常规切割图形,像咱们奥迅数控切割机里面,都存储了48种常规作业图形样式,当客户使用的时候,只需要修改相关参数,例如圆形来说,需要修改需要切割的圆形半径尺寸,以及需要切割数量,和选择切割的圆形为成品配件或是挖空废料件即可,通过以上指令后,等离子数控切割机就可以自动操作了。整个过程根本是无需编程,也无需客户读懂或认识G码。
CAD绘制切割图形
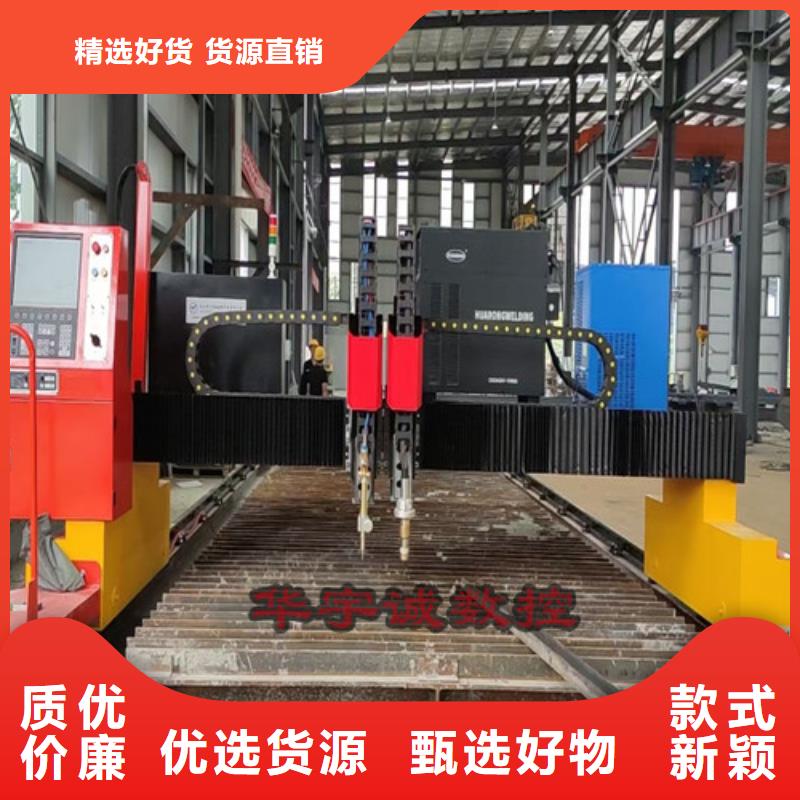
其次客户需要切割的图形非常规图形,毕竟每个客户生产的需求不同,针对于系统库木有的图形,客户就需要编程了,不懂G码如何实现编程呢?其实问题并不难,首先客户需要在CAD上画出自己想要切割的图形,以及各个标量参数,然后把图形输出到桌边文件。然后客户打开随机赠送的自动编程操作软件,通过选择文件打开刚做好的CAD图形,然后软件就是自动转化为切割代码。客户点击另存为保存好输出的txt格式文件。然后把输出后的txt文件复制到U盘,插入等离子数控切割机的操作主机,就可以实现所需图形的切割操作了。实际整个所谓是编程过程,客户根本木有实际编写G码,也根本无需读懂G码,就这么简单的操作了,所以我们奥迅给客户讲解的时候曾举例说,只要你能学会操作老年手机,就可以完全可以操控我们的数控切割机,无需编程就这么简单。
奥迅切割机切割案例


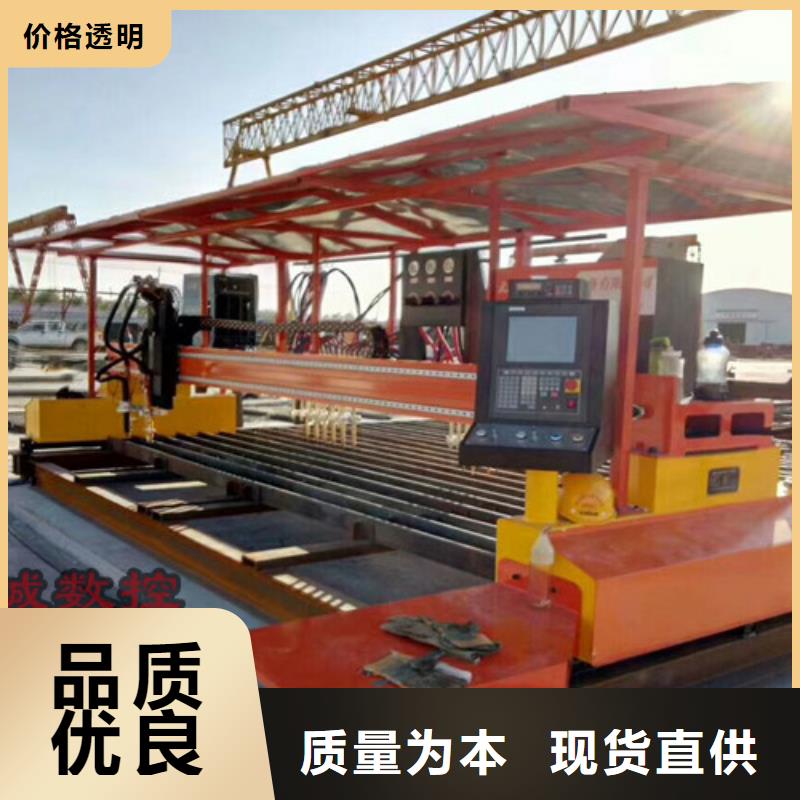
市场上生产数控等离子切割机厂家很多,规模和质量也是参差不齐的。所以有的人该问了,到底该如何选择数控等离子切割机呢?其实每个人见识和立场不一样,想法也是不一样的。其实适合自己的还是要根据自身的需要来选择。接下来数控切割机厂家为您分享一下,选择数控等离子切割机时的注意事项。
数控等离子切割机该如何选择?
1、首先需要确定你要切割的材质和厚度。材质和厚度的不同,决定了你选择的切割方式。10mm以下碳钢用等离子切割,10-25mm碳钢等离子、数控火焰切割机均可,25mm以上碳钢所用等离子电源价格较高(且切割坡度较明显),小型企业尽量考虑火焰切割。
2、确定一下你是持续长时间的切割还是自动设置切割,及时检查机器的工作负载持续率。
3、数控等离子切割机的割炬上有各种外部零件是快速消费品,容易损耗。寻找耗材少的,能节省不少的成本。
4、寻找高配置的数控等离子切割机,虽然高配置不一定代表高精度,但是高配置的数控等离子切割机在质量上会更耐用一点。



哪些因素影响数控等离子切割质量?一、数控等离子切割机工作气体 数控等离子切割机工作气体与流量是影响切割质量效果的一项主要参数,目前所普遍采用空气等离子切割仅为众多工作气体中的一类,概因使用成本相对较低而得到广泛普及,但从加工效果来说的确有所欠缺,我们所指的数控等离子切割机工作气体包括切割气体和辅助气体,有些设备还要求起弧气体,通常要根据切割材料的种类,厚度和切割方法来选择合适的工作气体。切割气体既要保证等离子射流的形成,又要保证去除切口中的熔融金属和氧化物。过大的气体流量会带走更多的电弧热量,使得射流的长度变短,导致切割能力下降和电弧不稳;过小的气体流量则使等离子弧失去应有的挺直度而使切割的深度变浅,同时也容易产生挂渣;所以气体流量一定要与切割电流和速度很好的配合。现在的等离子弧切割机大多靠气体压力来控制流量,因为当割炬孔径一定时,控制了气体压力也就控制了流量。切割一定板厚材料所使用的气体压力通常要按照客户提供的数据选择,若有其它的特殊应用时,气体压力需要通过实际切割试验来确定。常用的工作气体有:氩气、氮气、氧气、空气以及H35、氩-氮混合气体等。 1.空气中含有体积分数约78%的氮气,所以利用空气切割所形成的挂渣情况与用氮气切割时很想像;空气中还含有体积分数约21%的氧气,因为氧的存在,用空气的切割低碳钢材料的速度也很高;同时空气也是经济的工作气体。但单独使用空气切割时,会有挂渣以及切口氧化、增氮等问题,而且电极和喷嘴的寿命较低也会影响工作效率和切割成本。 2.氧气可以提高切割低碳钢材料的速度。使用氧气进行切割时,切割模式与火焰切割很想像,高温高能的等离子弧使得切割速度更快,但是必须配合使用抗高温氧化的电极,同时对电极进行起弧时的防冲击保护,以延长电极的寿命。 3.氢气通常是作为辅助气体与其它气体混和作用,如著名的气体H35(氢气的体积分数为35%,其余为氩气)是等离子弧切割能力强的气体之一,这主要得利于氢气。由于氢气能显著提高电弧电压,使氢等离子射流有很高的焓值,当与氩气混合使用时,其等离子射流的切割能力大大提高。一般对厚度70mm以上的金属材料,常用氩+氢作为切割气体。若使用水射流对氩+氢气等离子弧进一步压缩,还可获得更高的切割效率。 4.氮气是一种常用的工作气体,在有较高电源电压的条件下,氮气等离子弧有较好的稳定性和比氩气更高的射流能量,即使是切割液态金属粘度大的材料如不锈钢和镍基合金时,切口下缘的挂渣量也很少。氮气可以单独使用,也可以同其它气体混和使用,如自动化切割时经常使用氮气或空气作为工作气体,这两种气体已经成为高速切割碳素钢的标准气体。有时氮气还被用作氧等离子弧切割时的起弧气体。 5.氩气在高温时几乎不与任何金属发生反应,氩气等离子弧很稳定。而且所使用的喷嘴与电极有较高的使用寿命。但氩气等离子弧的电压较低,焓值不高,切割能力有限,与空气切割相比其切割的厚度大约会降低25%。另外,在氩气保护环境中,熔化金属的表面张力较大,要比在氮气环境下高出约30%,所以会有较多的挂渣问题。即使使用氩和其它气体的混合气切割也会有粘渣倾向。因此,现已很少单独使用纯氩气进行等离子切割。 二、数控等离子切割机加工速度 除了工作气体对切割质量有影响外,切割速度对数控等离子切割机的加工质量影响也是很重要的。切割速度:切割速度范围可按照设备说明选定或用试验来确定,由于材料的厚薄度,材质不同,熔点高低,热导率大小以及熔化后的表面张力等因素,切割速度也相应的变化。主要表现: 1.切割速度适度地提高能改善切口质量,即切口略有变窄,切口表面更平整,同时可减小变形。 2.切割速度过快使得切割的线能量低于所需的量值,切缝中射流不能快速将熔化的切割熔体立即吹掉而形成较大的后拖量,伴随着切口挂渣,切口表面质量下降。 3.当切割速度太低时,由于切割处是等离子弧的阳极,为了维持电弧自身的稳定,阳极斑点或阳极区必然要在离电弧近的切缝附近找到传导电流地方,同时会向射流的径向传递更多的热量,因此使切口变宽,切口两侧熔融的材料在底缘聚集并凝固,形成不易清理的挂渣,而且切口上缘因加热熔化过多而形成圆角。 4.当速度极低时,由于切口过宽,电弧甚至会熄灭。由此可见,良好的切割质量与切割速度是分不开的。 三、数控等离子切割机切割电流 数控等离子切割机切割电流重要的切割工艺参数,直接决定了切割的厚度和速度,即切割能力,造成影响,正确使用数控等离子机进行高质量的快速切割,必须对切割工艺参数进行深刻地理解和掌握。 1.切割电流增大,电弧能量增加,切割能力提高,切割速度是随之增大; 2.切割电流增大,电弧直径增加,电弧变粗使得切口变宽; 3.切割电流过大使得喷嘴热负荷增大,喷嘴过早地损伤,切割质量自然也下降,甚至无法进行正常割。 在等离子切割前选用电源的时候,不能选择太大或太小的电源。太大的电源,考虑在切割成本上是一种浪费,因为根本就用不了那么大的电流。也不能因为节约切割成本预算,选用等离子电源的时候,把电流的选择选得过小,这样在实际切割的时候也是不能达到自己的切割要求,这样对数控切割机本身是一种很大的伤害!嘉倍德科技提醒您要根据材料的厚度正确选用切割电流和相应的喷嘴。 四、数控等离子切割机喷嘴高度 数控等离子切割机喷嘴高度是指喷嘴端面与切割表面的距离,它构成了整个弧长的一部分。由于等离子弧切割一般使用恒流或陡降外特征的电源,喷嘴高度增加后,电流变化很小,但会使弧长增加并导致电弧电压增大,从而使电弧功率提高;但同时也会使暴露在环境中的弧长增长,弧柱损失的能量增多。 在两个因素综合作用的情况下,前者的作用往往完全被后者所抵消,反而会使有效的切割能量减小,致使切割能力降低。通常表现是切割射流的吹力减弱,切口下部残留的熔渣增多,上部边缘过熔而出现圆角等。另外,从等离子射流的形态方面考虑,射流直径在离开割炬口后是向外膨胀的,喷嘴高度的增加必然引起切口宽度加大。所以,选用尽量小的喷嘴高度对提高切割速度和切割质量都是有益的,但是,喷嘴高度过低时可能会引起双弧现象。采用陶瓷外喷嘴可以将喷嘴高度设为零,即喷口端面直接接触被切割表面,可以获得很好的效果。 五、数控等离子切割机电弧功率 数控等离子切割机为了获得高压缩性的等离子弧切割电弧,切割喷嘴都采用了较小的喷嘴孔径、较长的孔道长度并加强了冷却效果,这样可以使得喷嘴有效断面内通过的电流增加,即电弧的功率密度增大。但同时压缩也使得电弧的功率损失加大,因此,实际用于切割的有效能量要要比电源输出的功率小,其损失率一般在25%~50%之间,有些方法如水压缩等离子弧切割的能量损失率会更大,在进行切割工艺参数设计或切割成本的经济核算时应该考虑这个问题。 在工业中使用的金属板厚大多是在50mm以下,在这个厚度范围内用常规的等离子弧切割往往会形成上大下小的割口,而且割口的上边缘还会导致切口尺寸精度下降并增加后续加工量。当采用氧和氮气等离子弧切割碳钢、铝和不锈钢时,当板厚在10~25mm范围内时,通常是材料越厚,端边的垂直度越好,其切割棱边的角度误差在1度~4度。当板厚小于1mm,随板厚的减小,切口角度误差从3度;~4度;增加到15度;~25度;。 一般认为,这种现象的产生原因是由于等离子射流在割口面上的热输入不平衡所致,即在割口的上部等离子弧能量的释放多于下部。这个能量释放的不平衡,与很多工艺参数密切相关,如等离子弧压缩程度、切割速度及喷嘴到工件的距离等。增加电弧的压缩程度可以使高温等离子射流延长,形成更为均匀的高温区域,同时加大射流的速度,可以减小切口上下的宽度差。然而,常规喷嘴的过度压缩往往会引起双弧现象,双弧不但会损耗电极和喷嘴,使切割过程无法进行,而且也会导致切口质量的下降。另外,过大的切割速度和过大的喷嘴高度都会引起切口上下宽度差的增加。


数控等离子切割机的选择应注意什么?不同的人可能对数控切割设备的购买有不同的看法一些人认为它复杂又麻烦,另一些人认为它简单明了数控切割机选择的关键不是你听到的,而是你需要的现在我将和大家分享如何选择数控切割设备首先,要确定的因素是要切割的金属厚度如果通常切割细金属,首先必须考虑使用低电流等离子体切割机,即使小机器切割一定厚度的金属,切割质量也可能无法保证,相反,切割效果可能几乎为零,可能存在残馀物每台机器都有类似的切削厚度范围,以确保组态符合您的需求。其次,如果要在航班之间自动切断或切断,请确保反映机器工作负荷的持续时间。负载时间仅是设备在温度过高而无法冷却之前的连续运行时间第三,大多数等离子切割机都有利用高频引导电流穿越空气的导引弧。但是,由于高频可能会干扰周围的电子设备,因此,首先消除这些潜在的高频问题可能非常有益。第四,等离子火炬上有各种各样的外部部件需要更换你要找的机器应该少用耗材供应减少导致成本降低。



盐城华宇诚数控科技有限公司主要经营销售: 光纤激光切割机价格实惠,我单位凭借良好的信誉,完善的服务、充足的货源为您提供每一支优质的产品!本公司郑重向您承诺:保证以z u i好的质量,以z u i低的价格,z u i完善的售后服务,来答谢新老客户。

数控等离子切割机-激光切割机光纤激光老客户钟爱,江苏省盐城市华宇诚数控科技有限公司为您提供最新数控等离子切割机-激光切割机光纤激光老客户钟爱产品案例,联系人:,电话:18986290037、18986290037,QQ:1051088151,发货地:江夏区庙山工业园特1号。
![[盐城]华宇诚数控科技有限公司名片](http://ypmimg.huaer.cc/UploadImg/3789/new_card.jpg "[盐城]华宇诚数控科技有限公司名片")