

以下是:无缝钢管直供厂家电话的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 规格 10mm-600mm 材质 齐全 产地 山东 表面 完好 无缝钢管直供厂家电话,淳源管业有限公司(鱼台分公司)为您提供无缝钢管直供厂家电话产品案例,联系人:李广辉,电话:13156355310、15224212226,QQ:252796192,发货地:开发区辽河路东首。 山东省,济宁市,鱼台县 鱼台县是山东省济宁市辖县,地处鲁西南,位于鲁苏两省交界处,微山湖西岸,因境内遗有鲁隐公观鱼处而得名,素有“鱼米之乡、孝贤故里、滨湖水城”之美誉。面积654平方公里,人口48万,辖9镇2个街道、1个省级经济开发区,共234个行政村。
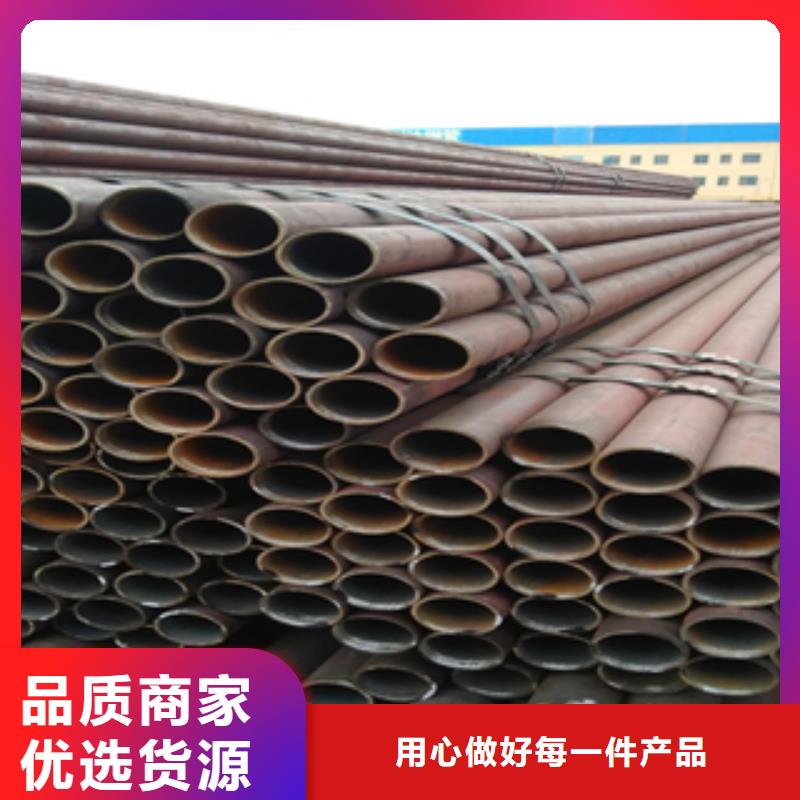
走进真实的场景,感受产品的独特魅力!我们的无缝钢管直供厂家电话视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。以下是:无缝钢管直供厂家电话的图文介绍
济宁鱼台淳源管业有限公司生产的 无缝钢管,质优价廉,品质值得信赖!更新 无缝钢管介绍向下拉!
15crmo无缝钢管焊接时应注意
焊接时,层采用手工钨极氩弧焊打底,为避免仰焊处焊缝背面产生凹陷,送丝时采用内填丝法,即焊丝通过对口间隙从管内送入。其余各层采用焊条电弧焊,共焊6层,每个焊层一条焊道。方案Ⅰ和方案Ⅱ的焊接工艺参数见表3、4。按方案Ⅰ焊
方案Ⅰ的焊接工艺参数
焊道名称 焊接方法 焊接材料 焊材规格/mm 焊接电流/A 电弧电压/V 预热及层间温度 热处理规范
打底层 钨板氩弧焊 ER80S-B2L φ2.4 110 12
填充层 焊条电弧焊 E8018-B2 φ3.2 5 85~90 23~25150℃ 715。×75min
盖面层 焊条电弧焊 E8018-B2 φ3.2 5 85~90 23~25
方案Ⅱ的焊接工艺参数
焊道名称 焊接方法 焊接材料 焊材规格/mm 焊接电流/A 电弧电压/V 预热及层间温度 热处理规范
打底层 钨板氩弧焊 ER80S-B2L φ2.4 110 12
填充层 焊条电弧焊 E309Mo-16 φ3.2 90~95 22~24 / /
盖面层 焊条电弧焊 E309Mo-16 φ3.2 90~95 22~24
接时,层间温度应不低于150℃,为防止中断焊接而引起试件的降温,施焊时应由二名焊工交替操作,焊后应立即采取保温缓冷措施。
15crmo焊前准备
试件采用15CrMo钢管,规格为φ325×25,坡口型式及尺寸见图1。
焊前用角向磨光机将坡口内外及坡口边缘50mm范围内打磨至露出金属光泽,然后用丙酮清洗干净。
试件为水平固定位置,对口间隙为4mm,采用手工钨极氩弧焊沿园周均匀点焊六处,每处点固长度应不小于20mm。焊条按表2的规范进行烘烤。
焊条烘烤规范
焊条型号 烘烤温度 保温时间
E8018-B2 300 ℃ 2h
E309Mo-16 150 ℃ 1.5h
在济宁市鱼台县采购无缝钢管直供厂家电话请认准淳源管业有限公司(鱼台分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李广辉-15224212226,QQ:252796192,地址:开发区辽河路东首)。










