

以下是:不锈钢钣金加工质量好价格优的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 名称:不锈钢钣金加工 加工类型:剪板、折弯,切割、焊接 不锈钢钣金加工质量好价格优,华久钢铁物资(城口县分公司)为您提供不锈钢钣金加工质量好价格优的资讯,联系人:孟经理,电话:【029-84352883】、【13571866485】,发货地:莲湖枣园西路221号综合库院内。 重庆市,城口县 城口县,隶属重庆市,地处大巴山南麓,位于长江上游地区、重庆东北部,东与陕西省镇坪县、平利县毗邻,西与四川省宣汉县、万源市相交,南与重庆市开州区、巫溪县接壤,北与陕西岚皋县、紫阳县相连,总面积3289.08平方公里。2021年,城口县户籍总人口24.99万人。少数民族有24个,431人(2019年)。截至2021年10月,城口县下辖2个街道、10个镇、13个乡。173个行政村、31个社区。城口县人民政府驻葛城街道土城路北门口1号。
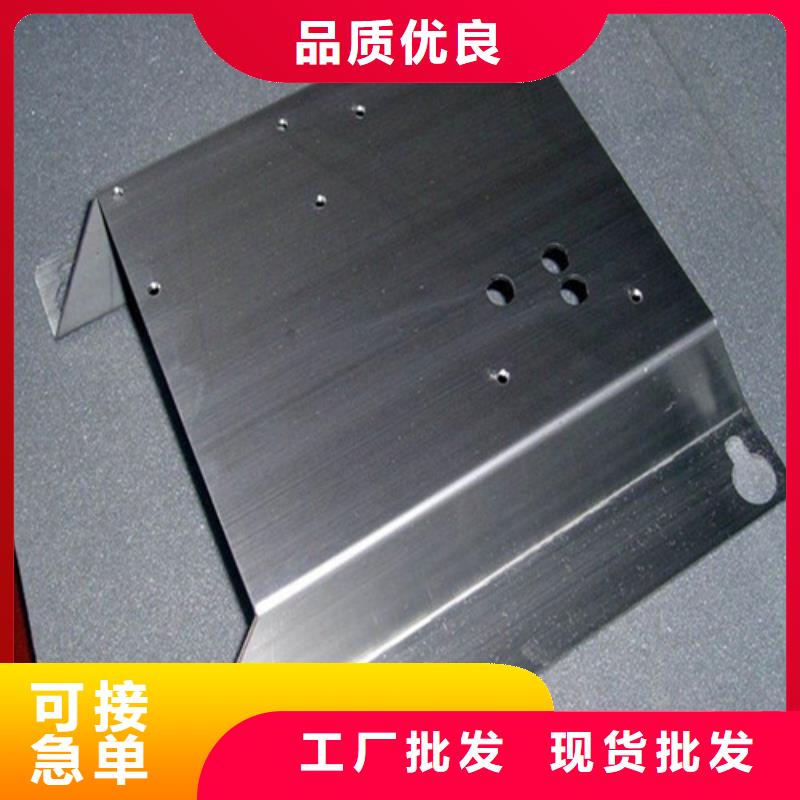
精心打磨的产品视频已准备就绪,它将带您深入不锈钢钣金加工质量好价格优的魅力世界,让您重新发现产品的无限可能。以下是:不锈钢钣金加工质量好价格优的图文介绍
钣金加工流程
根据钣金件结构的差异,工艺流程可各不相同,但总的不超过以下几点。
1、下料:下料方式有各种,主要有以下几种方式
①. 剪床:是利用剪床剪切条料简单料件,它主要是为模具落料成形准备加工,成本低,精度低于0.2,但只能加工无孔无切角的条料或块料。
②. 冲床:是利用冲床分一步或多步在板材上将零件展开后的平板件冲裁成形各种形状料件,其优点是耗费工时短,效率高,精度高,成本低,适用大批量生产,但要设计模具。
③. NC数控下料,NC下料时首先要编写数控加工程式,利用编程软件,将绘制的展开图编写成NC数拉加工机床可识别的程式,让其根据这些程式一步一刀在平板上冲裁各构形状平板件,但其结构 受刀具结构所至,成本低,精度于0.15。
④. 镭射下料,是利用激光切割方式,在大平板上将其平板的结构形状切割出来,同NC下料一样需编写镭射程式,它可下各种复杂形状的平板件,成本高,精度于0.1.
⑤. 锯床:主要用下铝型材、方管、圆管、圆棒料之类,成本低,精度低。
1. 钳工:沉孔、攻丝、扩孔、钻孔
沉孔角度一般120℃,用于拉铆钉,90℃用于沉头螺钉,攻丝英制底孔。
2. 翻边:又叫抽孔、翻孔,就是在一个较小的基孔上抽成一个稍大的孔,再攻丝,主要用板厚比较薄的钣金加工,增加其强度和螺纹圈数,避免滑牙,一般用于板厚比较薄,其孔周正常的浅翻边,厚度基本没有变化,允许有厚度的变薄30-40%时,可得到比正常翻边高度大高40-60%的高度,用挤薄50%时,可得大的翻边高度,当板厚较大时,如2.0、2.5等以上的板厚,便可直接攻丝。
3. 冲床:是利用模具成形的加工工序,一般冲床加工的有冲孔、切角、落料、冲凸包(凸点),冲撕裂、抽孔、成形等加工方式,其加工需要有相应的模具来完成操作,如冲孔落料模、凸包模、撕裂模、抽孔模、成型模等,操作主要注意位置,方向性。
4. 压铆:压铆就本公司而言,主要有压铆螺母、螺钉、松不脱等,其是通过液压压铆机或冲床来完成操作,将其铆接到钣金件上,还有涨铆方式,需注意方向性。
5. 折弯;折弯就是将2D的平板件,折成3D的零件。其加工需要有折床及相应折弯模具完成,它也有一定折弯顺序,其原则是对下一刀不产生干涉的先折,会产生干涉的后折。
重庆城口华久钢铁物资有限公司所有 不锈钢天沟产品从原材料采购、生产过程 到包装、运输和售后服务等环节都有完善的管理体系,实行的优质服务。
钣金冲击液压将我国航空钣金制造业发展水平
近日,中国科学院金属研究所成功研发一种钣金冲击液压成形技术,并研制出了基于全新原理、可用于生产的冲击液压成形设备,有望推动和我国航空钣金制造业发展水平。
该技术将传统铝合金板材成形过程中8道次以上的人工辅助制造过程改变为2道次的自动化生产过程,无需中间工艺热处理,生产效率提高了4倍。
中科院金属研究所研究员张士宏:我们这项技术完全摒弃了人工的操作,实现了自动地靠模具来生产。这种生产技术它的效率要提高了很多,能为我们在航空航天钣金制造中解决很重要的一些瓶颈性难题。
据介绍,航空航天装备中,钣金类零件占总零部件数量的20%以上,研究团队针对新型冲击液压成形技术,成功研制出全新原理的冲击液压成形设备,可用于高强铝合金、镁合金和钛合金等材料的成形制备,有望推动和我国航空钣金制造业发展水平。
钣金折弯发现尺寸不准怎么办?
钣金展开计算是很重要的一项技能,因为钣金展开尺寸直接影响钣金加工件的精度。钣金展开尺寸是影响钣金折弯精度的重要数据。钣金展开计算的准确与否,由折弯扣除系数决定。今天不是讲钣金展开计算,主要讲如果钣金展开不准,或其它因素影响,造成钣金折弯尺寸不准怎么办?钣金扣除系数计算可看前面分享的文章。
在我们做钣金折弯时,需要先计算钣金展开尺寸。测量实际钣金件展开尺寸,计算没问题在进行折弯。我们有的折弯操作工的习惯不好,直接按图纸尺寸折弯,折弯成型后,测量后折弯尺寸,跟图纸差了几毫米,钣金件直接报废。后成型的尺寸有些是外形配合尺寸,有公差配合的。
对于钣金展开和实际有误差的零件,怎么进行折弯呢?
1.先看图纸有没有标注公差的尺寸,标注公差的一般是和其他零件有配合的地方,尺寸超差会造成零件报废,质检员也不能检验合格。标注公差的,按照图纸实际尺寸折弯。保证图纸有公差的,其他非重要尺寸可以按照实际情况,增加或缩小折弯尺寸。
2.图纸没有标注公差的的零件怎么办呢?这就需要按实际经验去折弯,自己组装或有组装图的,去咨询、查看那些为重要尺寸,按照上面方法折弯。只是钣金件,不在自己公司组装,不能沟通到的技术信息的,可参考以下方法折弯:
a.门板类钣金件,内嵌门都是外形的大尺寸有配合关系。外挂门外形尺寸也重要,厚度方向也很重要。所以,门板类只有道折弯不是重要尺寸,可以做相应调整。
b.有腰型孔(长圆孔)的钣金件,腰型孔是起到加工误差调节作用的,有腰型孔的折弯尺寸是可以做相应调整的。
c.有正反弯的零件,道弯小于10毫米的。一般都是与门板配合的边框零件。道弯,也可以根据实际情况做相应调整。
d.不能分辨出实际使用情况的,只能每道折弯均分一下折弯误差,是折弯尺寸劲量在自由公差之内。
关于钣金展开与实际不符,造成尺寸不准的方法就写到这。小编建议:上面的方法只是没有办法的办法,工作时,优先保证展开尺寸要计算准确,多和钣金工艺沟通,多和数控冲或激光切操作人员沟通,钣金件尺寸要求严格,争取做好的钣金件。做好的钣金技工。
今年在重庆市城口县购买不锈钢钣金加工质量好价格优有了新选择,华久钢铁物资(城口县分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的不锈钢钣金加工质量好价格优产品。如需购买或咨询,请随时联系我们,联系人:孟经理-【13571866485】,地址:莲湖枣园西路221号综合库院内。












