

以下是:酸洗钝化源头供应商的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 无缝钢管 产地 山东 规格 齐全 类型 钢管 品牌 汇鑫源 酸洗钝化源头供应商,汇鑫源管业(天全县分公司)为您提供酸洗钝化源头供应商的资讯,联系人:张健,电话:0635-7730635、13465767730,QQ:1054437264,发货地:开发区辽河路东首路。 四川省,雅安市,天全县 天全县,隶属四川省雅安市,位于四川盆地西部边缘,东与芦山县、雨城区接壤,南连荥经县,西接泸定县、康定市,北邻宝兴县。辖区东西长约60千米,南北宽约50千米,幅员面积2400平方千米,下辖7个镇、3个乡。截至2020年11月,天全县常住人口为13.2万人。
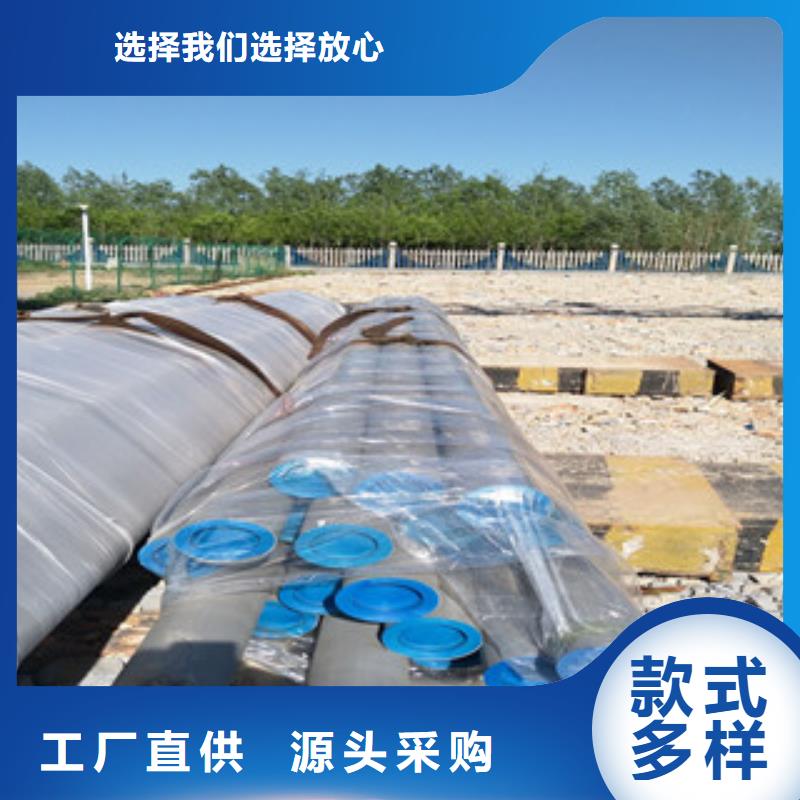
为了让您更地了解我们的酸洗钝化源头供应商产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。以下是:酸洗钝化源头供应商的图文介绍
程上广泛采用焊接冷却后进行退火处理残余应力,而焊后冷却是残余应力产生的重要过程,这种做法既浪费了能源又容易产生较大的焊接残余应力。焊接后热处理是一种新的残余应力技术。焊前将材料预热至后热处理温度并在焊接过程中对焊件持续加热保持这一温度,焊接完成后使用保温棉对其进行保温使其缓慢冷却。12Cr1MoV合金管这种方法可以有效地降低焊接残余应力,提高金属的抗应力腐蚀性能。12Cr1MoVG无缝管的防腐埋地管外防腐喷丸除锈除锈按Sa2.5控制,酸洗钝化无缝钢管采用喷钢丸除锈,金属表面全部露出银白色金属光泽,粗糙度为40~70μm。喷涂防腐层特加强级环氧煤沥青防腐,即底漆1道,面庞5道,中间夹4层环氧玻璃丝布,厚度达到0.9~1mm,涂每层漆的间隔时间以涂上的漆干燥达不粘手为准。在一条输气管线的站间距内由进站到出战压力逐渐下降,而流速逐渐增加,随之摩阻也逐渐增加,故离进站口 3 / 4 长度消耗生出站压差△ p 的一半,而后 1 / 4 长度消耗另一半。输气管线与输油管线大的差别是由进站到出站流速是逐渐增加的,这是介质的可压缩性造成的。而油基本上是不可压缩的,虽然输送压力沿管程逐步下降,但流速是不变的,摩阻也是前后相同的。12Cr1MoVG无缝管由此看出对于输气管线压力的提高可使摩阻下降,而输送能耗下降。无缝钢管管壁工作温度超过450℃。汽车半轴套管用无缝钢管是制造汽车半轴套管及驱动桥桥壳轴管用的优质碳素结构钢和合金结构钢热轧无缝钢管。柴油机用高压油管是制造柴油机喷射系统高压管用的冷拔无缝钢管。12Cr1MoVG无缝管液压和气动缸筒用精密内径无缝钢管是制造液压和气动缸筒用的具有精密内径尺寸的冷拔或冷轧精密无缝钢管。
冷库安装、制冷设备、压力容器,空调专用厂家销售:(酸洗.磷化.钝化)内外除锈国标GB-8163无缝钢管可外喷防锈漆。常备规格:16*218*220*225*225*2.532*232*2.534*2.538*2.538*342*345*348*357*3.563.5*3.576*489*4108*4133*4.5159*5219*6273*7325*8377*10426*12各种配套国标无缝管规格齐全,钢管处理后封头盖帽做防水包装,价格优惠交货及时,保证质量各种国标无缝管件弯头三通大小头封头等,起订量不限欢迎新老客户来电咨询订购。
冷库专用酸洗磷化无缝钢管,酸洗无缝钢管、酸洗钝化无缝钢管、酸洗磷化无缝钢管、酸洗皂化无缝钢管、酸洗磷化钝化加工、除油、除锈、磷化、钝化、氧化、无铬钝化、镀锌无铬钝化、连续热镀锌无铬钝化、钢铁无铬钝化、镁合金无铬钝化、化学清洗、除油脱脂、酸洗抛光、钝化封闭、喷漆喷塑、氧化发黑、阳极氧化等金属表面处理材料研发、生产、销售为一体的高科技企业。公司由金属表面工程专家、大学教授、化学博士及热镀锌专家、电镀专家共同创立,公司专业服务于各类金属表面处理行业,公司业务涵盖日用家电、IT业、汽车制造、机械制造、通讯设施、交通道路、输电线路、电气电缆、石油化工、电厂、清洁能源及航空等领域。
利用方法:1.如不锈钢、碳钢管件、无缝管油污较重,应预先除油。2.将酸洗钝化液倒入PVC槽或用PP槽,将不锈钢工件管件放进槽里泡5-30分钟即可。3.用自来水洗涤洁净即可。须要冲洗洁净。4.将废水中合处置,加碱性石灰水或氢氧化钠等中和,使PH值靠近7时再排放.对情况无影响。5.处置后的不锈钢钢工件进步碳钢耐腐化性防锈结果受工件材质、外貌状态,天气、大气污染状态以及稀释用水水质、施工方法、工件堆垛方法等诸多因素的影响。6:酸洗钝化液作业必须在室外或透风精良的室内。7:操纵职员戴好劳动掩护用具后操纵,严禁皮肤与酸洗钝化液打仗。如误触,需立刻用净水冲洗即可。8:酸洗钝化处置所用的容器和东西都应是耐酸腐化的塑料槽体。9:酸洗钝化液要处置的渣滓物和废水要实时用石灰乳或氢氧化钠中和处置以防备污染情况。10:请勿在强阳光下操纵,防备不锈钢酸洗钝化液晒干,影响钝化结果
雅安天全汇鑫源管业有限公司是一家专注从事 球墨铸铁管的企业。主营: 球墨铸铁管。公司以优良的技术实力、高素质的人才队伍,完善的服务能力深受广大客户的信赖与赞扬,公司深受社会各界的支持与厚爱,已在 球墨铸铁管取得良好成绩。我们公司会在您的鼓励与支持中不断发展壮大,公司有完善周到的售前售后服务团队,为客户解决问题以及提供合适的行业解决方案。公司总经理及全体员工期待您的莅临指导!
洗钝化的惯例工艺进程如下:
→酸洗→冲洗→钝化(池洗)→
预处置→→酸洗钝化(二合一)液(池洗)→冲刷→后处置
→酸洗钝化(二合一)膏(池洗)→
1预处置
1.1去除焊缝及母材外表的飞溅,焊,尘土等。
1.2去除油污,需要时可采用碱洗或洗濯液清洗,洗后需用清水将外表冲刷于净。
2酸洗(池洗)及冲刷
酸洗时应严厉节制酸洗温度和工夫,温度低则工夫长,温度高则工夫短。避免达不到酸洗结果或过份酸洗而惹起基体侵蚀的景象,需要时还可在酸洗液中添加侵蚀剂。对被酸洗产物上的碳钢件能拆开的需拆开失落,如不克不及拆开的需采用涂防护油漆或封橡胶泥的办法。
酸洗后必然要用清水彻底冲刷,使之外表不留存残液,以利尔后的钝化处置。磷化前的预处理
一般情况下, 磷化处理要求工件表面应是洁净的金属表面(二合一、三合一、四合一例外),工件在磷化前必须进行除油脂、锈蚀物、氧化皮以及表面调整等预处理,特别是涂漆前打底用磷化还要求作表面调整,使金属表面具备一定的"活性",才能获得均匀、细致、密实的磷化膜,达到提高漆膜附着力和耐腐蚀性的要求。因此,磷化前处理是获得高质量磷化膜的基础。
酸洗磷化工艺流程、酸洗酸洗除锈、除氧化皮的方法是工业领域应用为广泛的方法,利用酸对氧化物溶解以及腐蚀产生氢气的机械剥离作用达到除锈和除氧化皮的目的,酸洗中使用为常见的是盐酸、硫酸、磷酸,由于在酸洗时产生有毒的二氧化氮气体,一般很少应用。盐酸酸洗适合在低温下使用,不宜超过45℃,使用浓度10% ~45%,还应加入适量的酸雾抑制剂为宜,硫酸在低温下的酸洗速度很慢,宜在中温使用,温度50~80℃,使用浓度10%~25%。磷酸酸洗的优点是不会产生腐蚀性残留物(盐酸、硫酸酸洗后或多或少会有少会有Cl-、SO42-残留),比较,但磷酸的缺点是成本较高,酸洗速度较慢,一般使用浓度10% ~40%,处理温度可常温到80℃。在酸洗工艺中,采用混合酸也是非常有效的方法。
酸洗钝化源头供应商,汇鑫源管业(天全县分公司)专业从事酸洗钝化源头供应商,联系人:张健,电话:0635-7730635、13465767730,QQ:1054437264,发货地:开发区辽河路东首路,以下是酸洗钝化源头供应商的详细页面。








