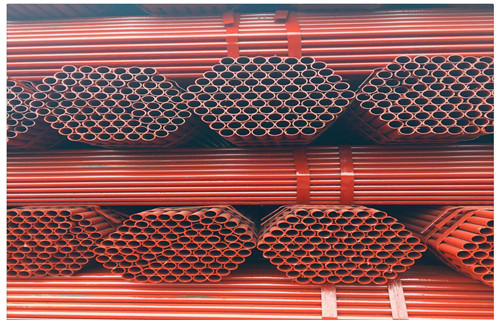


以下是:架子管焊管厂家支持定制的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 Q235B、Q345B 规格 48*2-2.5-3-3.5 产地 天津建筑架子管厂 类型 架子管、建筑钢管、脚手架钢管 长度 国标6米、可定制1米-12米 颜色 可喷红漆、黄漆、金属黑色 架子管焊管厂家支持定制,亿宏泰金属材料有限公司(淮南分公司)为您提供架子管焊管厂家支持定制的资讯,联系人:朱经理,电话:13920908511、13920908511,QQ:2794006866,发货地:亿宏泰金属材料仓库A区。 安徽省,淮南市 淮南市,古称州来、寿春、下蔡,安徽省辖地级市,Ⅱ型大城市,地处安徽中北部,长江三角洲腹地,淮河之滨,东与滁州市毗邻,东南与合肥市接壤,西南与六安市相连,西与阜阳市相接,北与亳州市、蚌埠市交界,地处亚热带和暖温带的过渡地带,总面积5650平方千米。截至2022年11月,全市辖5个区、2个县。截至2022年底,全市常住人口302.7万人。
以下是架子管焊管厂家支持定制的现场实拍视频,让您更好地了解产品的优点和特点不容错过。以下是:架子管焊管厂家支持定制的图文介绍
安徽淮南亿宏泰金属材料有限公司拥有雄厚的技术实力,多名 无缝钢管产品研发人员,训练有素的职工队伍, 无缝钢管加工设备及检测设备,使生产出的 无缝钢管经科学设计,精心制作,严格检验。数十年来的不懈努力、吸收国内外技术经验,集众家之所长,制造出多领域的新 无缝钢管产品。严格的 无缝钢管产品检测,并配以的售后服务,使本厂在 无缝钢管行业独树一帜,赢得八方众多客户的肯定。
下游用户提货积极性并不是很高,且阴雨天气也减缓了下游工地的施工进度,市场销售不甚理想。鉴于6月为银行半年度存贷款考核期,架子管市场资金偏紧,在销售偏弱的情况下,综合来看,预计今日重庆地区建筑钢材价格或弱势小跌为主。
从当前市场的基本面来看,短期内市场价格仍将进一步下跌,主要压力点在于:其一、市场的供应压力依然较大,架子管减产检修十分有限;其二、资金面趋紧,临近月底,商家将会加速出货套现,以迅速回笼资金;其三、需求转淡,从4、5月份汽车和家电的产量以及销量不难看出,6、7月份下游消费将会明显下滑,需求难以支撑价格反弹。故短期来看,冷轧价格仍将小幅下跌。
唐山钢坯市场小幅拉涨,成交正常。前几日的钢价大幅走低,刺激了一部分商家补货心态,受此影响,晨时开市后下游轧材厂稳中趋涨,其中窄带涨幅较为明显,且涨后成交较可,虽型钢市场开市以稳为主,但随着需求的增加,盘中部分品种随之出现拉涨行情。另外期螺市场亦表现较可,呈现震荡上扬走势,受市场行情好转影响,一些商家挺价意愿增强,午后主导架子管小幅拉涨10元。目前下游采购量依旧不多,小户每天出货几十吨,大户上百吨。库存方面,整体市场库存正常偏紧。尽管近日原材料有部分上调,但下游的需求无法拉动价格上涨,预计短期内郑州焊管市场以弱势平稳为主。下游终端采购量短期内没有太大的好转,商家对后市比较不看好,部分商家压缩库存降低风险。预计短期内市场以弱势震荡运行。
综合来看,今日市场表现依旧不甚乐观,跌势难止,即便是期货探底回升、坯料止跌小涨,依旧未给大家心态上带来利好的刺激,毕竟当前需求萎缩是可见的,近期天气时而炎热、时而降雨,严重影响了室外的施工,从而工地的采购受到一定抑制。
架子钢管的较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊,按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管,按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。根据现行国标中的规格尺寸表,按外径壁厚由小到大排序。
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。
直缝电焊钢管对接接头的应力集中主要是焊缝余高引起的。焊缝的余高愈严重,焊接接头的强度反而会降低。焊后削平余高,只要不低于母材,减少应力集中,有时反而可以提高焊接接头的强度。
焊缝的转角半径愈小,应力集中的程度则愈大,反之,应力集中的程度则愈小。因此,对埋弧焊焊缝的要求:一是余高要小;二是焊缝要圆滑过度,使转象半径R值增大。
埋弧焊直缝钢管的焊缝均为对接接头的焊缝,如果不控制好焊缝余高和转角半径,则焊趾处的应力大,以致焊管在服役这程尤其是在腐蚀介质中,易在焊趾处产生应力腐蚀裂纹。
焊缝在成型和焊接过程中不可避免地会产生残余应力,因此管坯在成型、焊接后要残余应力。扩径可残余应力,但是残余应力很难完全,焊趾处的残余 应力也不可能。为了在焊趾处产生应力腐蚀裂纹,这需要控制好成型、焊接时的残余应力,尤其是焊趾处的残余应力。
在防腐作业时如采用环氧树脂玻璃布进行防腐,外焊缝余高大,将使焊趾处不易压牢。同时焊缝越高则防腐层越应加厚,因标准规定防腐层的厚度是以外焊缝的顶点为基准测算的,这加大了防腐的成本。
大口径直缝钢管的成型工艺是什么?大口径直缝钢管的成型工艺是焊管销售的一个步骤,明确的选择点可以实现。
大口径直缝钢管有两种不同的成型方法:
1、“先焊接,后成型”,即先焊接成圆形管,再变成异形管。如机、矩形管、椭圆、钢窗管等。该方法的优点是,在几种钢管的生产中,当允许带钢尺寸统一时,只需要一组轧辊来焊接圆管,然后在固定直径的框架上获得不同的截面。大口径直缝钢管认为这种孔型系统简单易行,可大大减少轧辊加工。缺点是由于变形严重,圆管直径较严重,方管机机架的载荷大于成形架的载荷。
2、先成型后焊接。复杂截面异形管不能从圆管变形中获得,需要进行直接模压和焊接。直接成形的优点是,只要成形框架的数量满足变形通过的要求,产品的形状就不受限制。因此,大口径直缝钢管发现随着产品的发展,焊管机组的成形台数不断增加。从成形到精加工,各机架的变形载荷大致平衡。这样才能充分发挥整个焊管设备的性能。它的缺点是轧辊加工的数量很大。
在安徽省淮南市采购架子管焊管厂家支持定制请认准亿宏泰金属材料有限公司(淮南分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:朱经理-13920908511,QQ:2794006866,地址:亿宏泰金属材料仓库A区)。








