

以下是:密集架-密集架按需定制的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 密集架 密集架 密集架-密集架按需定制,金虎柜业(江门市分公司)专业从事密集架-密集架按需定制,联系人:赵先生,电话:【13932820388】、【13932820388】,发货地:武邑县桥头工业区,以下是密集架-密集架按需定制的详细页面。 广东省,江门市 江门是重要的广府人聚集地之一,亦是广府文化的代表城市之一江门旅游资源丰富,拥有世界文化遗产开平碉楼与古村落,让大文豪巴金先生为之陶醉的小鸟天堂,森林公园圭峰山,入选广东省“十大美丽海岛”的上下川岛,“中国历史文化名镇”赤坎古镇,岭南乃至全国难得一见的古劳水乡等。2022年,江门市实现地区生产总值为3773.41亿元,比上年增长3.3%。
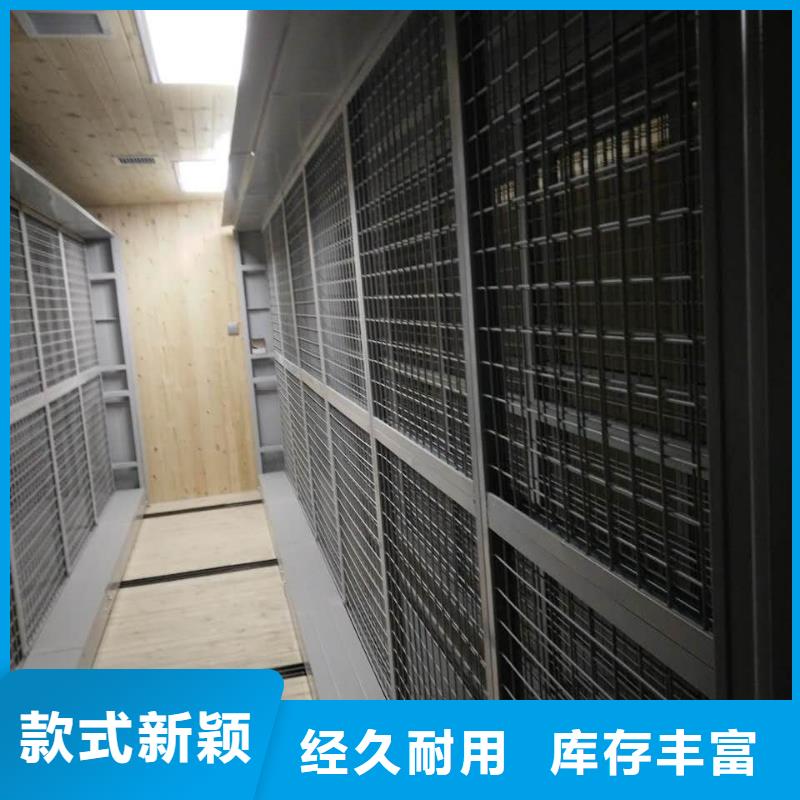
想要深入了解密集架-密集架按需定制产品的独特之处吗?我们的视频将带您踏上一段探寻之旅,从设计理念的诞生到精湛工艺的呈现,让您感受产品的魅力与品质。以下是:密集架-密集架按需定制的图文介绍
广东江门金虎柜业有限公司在多年的实践中,积累了丰富的市场经验。公司从 手动密集架厂家产品出售到售后服务,进行层层把关。为客户提供放心 手动密集架厂家产品,公司坚持,以人为本,品质为先,持续改进的企业发展观。欢迎新老客户前来洽谈。
静电喷塑前表面处理工艺介绍
1脱脂
常用脱脂方法有两种:
水基型脱脂法基于界面的活性作用,界面的电性质和机械力的作用
表面活性荆具有乳化、分散作用在油和水同时被搅拌时,由于界面不断分裂,界
面面积急剧增大,整个系统的热力学不稳定性亦急剧上升,聚集的速度急剧加快。表面
活性剂吸附在油水界面上,极性的水分子吸引两亲分子的亲水基而排开琉水基,水分子
就把亲水基端引向水中而把疏水基排出水面,界面上就形成定向排列的表面活性剂单分
子层,使水面上的水分子减少,油水界面张力和油在水中的分散力下降,油就容易被乳
化。其结果使系统稳定,防止油污再凝聚或恢复原状。
油污中的矿物油脂,遇到碱性物质时,不能象脂肪酸一样起皂化作用.此时需借助
表面活性剂的乳化作用,以促成一种液体(油)的微小颗粒分散在另一种不相溶的液体
(水)中而形成稳定的乳浊液,从而达到金属表面上除去油污的目的。
热水喷淋法:该法预利用喷射的压力和热水的作用可以降低油的粘度,使油污从工
件表面更容易分离出来。
2 去锈:
采用HCL (20 )溶液浸泡2O分钟左右或用机械喷砂或用砂轮片打磨去锈等办法的均可。
3磷化
(1)磷化机理:磷化实质上是一种电化学现象。磷化过程中。微阳极发生金属溶解,
而微阴极释放氢气并随之出现难溶的磷酸盐的水解和沉淀。如图1所示:
阳极表面发生如下反应:Fe +2Zn(I-I:PO。)一一zn:Fe(PO.) +2e一。铁的进一步
阳极溶解能穿过磷酸铁锌层,并促进附加膜的增加,在钢铁与溶液的界面上会沉聚高溶度的亚铁离子,这就有助于磷酸锌铁的再视积。
阴极表面的反应如下:
Zn (H2PO。)2斗ZnPO + H2POf+2H
在微阴极区,酸度降低,ZnPOi"浓度增加,而且Zn (PO.):的沉积会超过
Zns(PO。)z的溶解沉积物形成Zn (PO。)2·4H O (磷锌矿)
因此,在锌盐磷化膜中的主要物质是Zn (PO。):·4H O和zn:Fe(PO。):·4H 0
(磷叶石)。
在金属表面微阳极发生金属溶解时。阳 格上即开始形成磷化膜,阴极晶格反应
点愈多,磷化膜的结晶组织愈细,愈致密牢固,反之。晶格点愈少,晶粒之间的相互作用愈少,得到的磷化膜晶粒愈粗大,愈稀松。
(2)促进剂作用。在磷化过程中,微阴极部分反应生成氢气而引起的极化使磷化反应速度缓慢。为了在一合适时间内形成磷化膜,必须采取一些加速促进措施。
1、技术标准
技术标准采用中华人民共和国行业标准GB/T13667.3-2013《手动档案密集架技术条件》,参照档案局DA/T7-92《直列式档案密集架行业标准》。产品经产品质量检测部门检测认定,生产过程中材料、工艺均采用标准执行。
2、总体标准:
用材标准:密集架所用钢板均采用上海宝钢产优质国标产品。冷轧钢板标准为GB/T5213-88。技术标准符合GB11253-89、GB/T13667.1-92中5.1条的要求,材质为Q195-235。材料厚度按行业标准执行,确保密集架各项性能指标达到标准。
3、工艺说明
1)、表面处理:各部零件在涂覆前,进行除油、除锈、清洗、表调、清洗、磷化、二遍清洗,磷化处理按照GB6807.92标准进行,每道工序分槽处理,所用标准件及紧固件均氧化或镀锌处理。
2)、表面涂覆采用亚光静电喷塑,有预烘干工序,粉末采用阿克苏·诺贝尔·长诚涂料(宁波)有限公司产优质环保环氧树酯粉末,通过相关环保认证,表面均匀光亮、色泽一致、无划伤,涂膜附着力应能达到GBl720中规定的一级指标。
具体表面处理及喷塑工艺附后。
3)、产品生产工艺过程,下料、冲压、轧压等工序全部达到模具化。零件组合焊接从轨道、立柱、底盘、封门的钻孔等工序,全部达到工装夹具化,以使产品具有互换性和协调性。
4)、所有钣金件、机加件加工后应打磨毛刺,无裂纹及伤痕。
5)、所有焊接件不得采用抽钉或自攻钉连接形式,应全部采用螺栓活接。
6)、安装中所有同层搁板高度偏差应不大于2mm。
4、技术说明
1)、底盘:底盘是密集架主要承重部分,为保证平稳使用,底盘所有轮子选用全驱动形式。要求选用全钢全承重轮架式底盘,由主梁、轮架板、底盘传动系统三部分组成。该类型底盘应采用高强度多幅组合轮架加固结构,即每幅底盘主梁、轮架板焊接成整体;轮架板中轴承瓦座采用镶嵌式结构,安装基孔采用磨具一次压制成型,轴承瓦座与安装基孔装配时为无间隙配合螺栓紧固;多幅底盘安装时采用3个?10mm螺栓紧固,内衬搭接长度≥150mm。底盘要求保证整体刚性和精度,长期使用不变形,运行无阻滞。纵梁要求选用厚度3.0mm优质冷轧钢板,双弯边加强,下边≥30mm,上弯边≥60mm,高度120mm。轮架板:轮架板要求选用厚度3.0mm的优质冷轧钢板,双弯边加强,上下弯边30mm,高度114mm。每幅加强轮架配有直径为6个?55mm轴承瓦座孔,每个瓦座带密闭性油封。
2)、架体:架体结构为框架式,以保证档案良好分隔。架体由立柱、搁板、挂板、侧板、面门、盖板组成。
3)、立柱:为密集柜的垂直骨架,五折弯边成型,采用立柱插入底盘式连接。立柱上冲孔,保证搁板、挂板沿立柱上的垂直方向调整高度.
4)、搁板:为保证搁板稳定性,搁板弯边,使搁板承载加强。为架体承重板,选用厚度1.2mm优质冷轧板。高度可自由调整,每块单面搁板均匀载重80kg以上。
5)、挂板:为立柱与搁板之间的连接的桥梁,由于它要承受搁板上档案的重量,采用厚度为1.0mm整体优质冷轧钢板,采用双挂钩挂板。
6)、侧板:采用整体采用整体凹凸侧板,厚度0.8mm优质冷轧钢板钢板四周压弯,保证侧板转角弧形美观,每列架体单侧面上加装两个磁力标签框,与侧板任意位置固定。
7)、顶板:采用整体盖板搭接式结构,能有效防止顶部灰尘进入,增加架体结构强度。
8)、封檐板:密集盖板顶部封檐板为防水槽式,以防顶部漏水时进入架体弄湿档案。
9)、面门:面门安装于架体的首列,门的间隙均匀一致,间隙在1—2mm之间。同时,门面装有豪华型门锁。
10)、底盘传动系统:底盘传动系统由轴、轴承、链轮、链条和滚轮组成,采用双驱三轴中间传动加五齿轮连接传动结构。传动结构设计为,中轴中间传动,双轴两侧驱动,中间传动轴主齿轮与两侧双驱动齿轮之间通过1条摩托车链条与2个调节压紧轴承齿轮紧密相连,保证五齿轮在同一传动链条上稳定、精细、同步传输。密集架传动装置转动轻便、灵活、平稳、不得有阻滞、打滑现象。传动装置由手摇把、轴、轴承、链轮、链条、滚轮等组成,要求采用三次分力传动结构。手摇把为一级传动系统,底盘传动系统组成二、三级传动系统。
11)、摇把:要求采用不锈钢折叠手柄,避免通行障碍。摇把传动结构为自动挂档自动归位式。当单列移动时,摇把摇力不大于11.8N。
12)、链条:采用北方易初大阳摩托车链条。
13)、传动轴;用45#¢20实心冷轧钢,传动方式为三级分力结构中间传动,双轴驱动,保证传动强劲有力。
14)、轴承:选用哈尔滨轴承厂生产的HK1204E级双排滚珠调芯轴承,使传动轴同心转动,保证传动效果。
15)、行走轮:使用铸铁轮,强度可靠、低噪、耐久,具有防脱轨功能。
16)、防护装置:
A、架体达到防碰撞、防尘、防光、防倒、防火、防鼠、防盗、防底盘脱落、顶部防水等效果。
B、密封装置:要求采用橡塑磁性密封条,以缓冲架体碰撞,降低架体聚合时发出的声响。
C、防倒装置:要求在每列密集柜底盘上安装钩,并与轨道相连,防止架体倾倒。
D、限位装置:架体底部装有防鼠装置,以防鼠患,为防止底盘脱轨,在轨道末端安装该装置,。
E、轨道:采用20*20mm冷轧镀锌方钢,防腐、防锈处理,为保证所铺设轨道的水平度,保证密集柜稳定运行,安装时使用水准仪铺设轨道,技术标准达到:每两条轨平行偏差<1.0mm。
17)、制造工艺要求:
A、板材的加工:在板材剪切下料、冲压。轧压等工序全部达到模具化、零件组合焊接从轨道、立柱、底盘,封门的钻孔等工序,全部达到工具夹具化,具有优良的互换性和协调性。
B、焊接:焊接外露电镀表面无烧焦、起泡、剥落、裂纹、划伤等缺陷。
C、表面处理方式:按照GB6807—86标准生产,粉末生产厂家应通过想关环保认证,涂膜附着力达到GBl720中规定的一级指标。架体表面全部采用静电粉末喷塑,高温塑化处理,喷塑前进行磷化处理。所有喷塑钣金件均经除油、除锈、水洗、表调、水洗、磷化、水洗、烘干等十三道工序处理。各零部件表面喷塑处理后喷塑表面均匀光滑平整,色泽一致,无尖角、露底、锈迹、剥落、起皱、变色。无明显的流迹、疙瘩、气孔,裂痕及划伤等缺陷。
D、密集柜表面颜色为档案灰,内外全部采用亚光静电喷塑,涂层均匀,无剥落、起皱。
5、安装标准
(1)按标准组装后,外形尺寸的极限偏差为±2mm,立柱与导轨的垂直度≤2mm。侧面板和中腰带的对缝处的间隙≤2mm,门缝间隙均匀并在1—2mm之间。
(2)导轨安装平行度偏差≤1mm/m,全长≤2mm导轨对接处高低差≤0.3mm。
(3)底梁必须平直,直线度≤0.5mm/m,全长2mm。
(4)架体安装垂直度偏差<2mm,达到横平竖直。
(5)油漆外观: 颜色一致,漆面均匀光亮,无划伤, 不允许有漏漆缺陷。
今年在广东省江门市购买密集架-密集架按需定制有了新选择,金虎柜业(江门市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的密集架-密集架按需定制产品。如需购买或咨询,请随时联系我们,联系人:赵先生-【13932820388】,地址:武邑县桥头工业区。






