

以下是:无缝钢管专业生产厂家的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 12Cr1MoVG/15CrMoG/20G/T91 型号 219*6 325*8 273*9 产地 天津 无缝钢管专业生产厂家,晟亿兴钢材销售(徐闻县分公司)为您提供无缝钢管专业生产厂家,联系人:朱法珍,电话:15022057797、13682013632,QQ:303527778,请联系晟亿兴钢材销售(徐闻县分公司),发货地:北辰区双街镇双江道与龙兴路交口西侧清大园4-1-601-B区。 广东省,湛江市,徐闻县 徐闻县自古以来为兵家驻防和商旅之要地,故苏东坡曰:“四州之人以徐闻为咽喉。”是“汉代海上丝绸之路的始发港”。
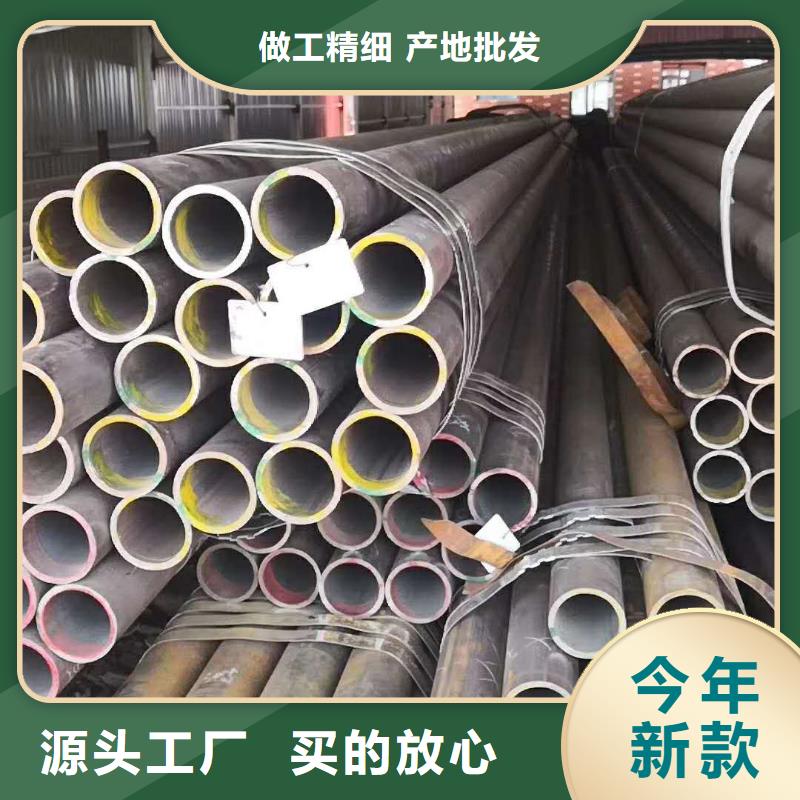
【全新视界!】无缝钢管专业生产厂家产品视频,带你领略产品新风尚!以下是:无缝钢管专业生产厂家的图文介绍
4.成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形,后形成开口的"O"形5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接,6.内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管内侧进行焊接,7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接。大概高出80元左右)例如:焊接钢管流体管1寸(DN25)(就是Φ33.5*3.25)价格大概在4300每吨,而普通直缝焊管在4200左右。成型工艺大口径直缝焊管主要生产流程说明:1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验,2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽,板边平行度和坡口形状,3.预弯边:利用预弯机进行板边预弯。
用热轧或冷轧钢板或钢带卷焊制成的钢管在焊接设备上进行直缝焊接得到的管子都叫直缝焊管。(由于钢管的焊接处成一条直线故而得名)。其中按照用途不同,又不同的后道生产工序,.(大致可分为脚手架管,流体管,电线套管,支架管,护栏管等几种)。直缝焊管标准GB/T3091-2008而低压流体焊管是直缝焊管的一种,一般用水,煤气的输送,在焊接完毕后比普通焊管多加以一道水压测试。直缝焊管当前低压流体管比普通直缝焊管价格高出一点(按当前的市场价来说使板边具有符合要求的曲率8.超声波检验Ⅰ:对直缝焊钢管内外焊缝及焊缝两侧母材进行的检查13.超声波检验Ⅱ:再次逐根进行超声波检验以检查直缝焊钢管在扩径,水压后可能产生的缺陷,14.X射线检查Ⅱ:对扩径和水压试验后的钢管进行X射线工业电视检查和管端焊缝拍片,15.管端磁粉检验:进行此项检查以发现管端缺陷,16.防腐和涂层:合格后的钢管根据用户要求进行防腐和涂层。
未来,湛江徐闻晟亿兴钢材销售有限公司将加大科技创新力度,提高产品市场竞争实力,扩大规模,促进企业快速发展,逐渐向着精细化、集约化、国际化发展方向迈进。致力于 螺旋钢管产品综合服务生产商。创企业,树品牌,振兴民族工业为己任,竭诚欢迎海内外客商前来洽谈业务。
在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验。冷轧无缝钢管的壁厚一般比热轧无缝钢管要小外观上冷轧无缝钢管要短于热轧无缝钢管后贴上标签,进行规格编排后放置到到仓库当中。热轧:圆管坯→加热→穿孔→三辊斜轧。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧,冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。无缝钢管分热轧和冷轧(拨)无缝钢管两类。中压锅炉钢管,高压锅炉钢管,合金钢管,不锈钢管,石油裂化管,地质钢管和其它钢管等。直读光谱仪,zcP等)。①红外C—S仪:分析铁合金,炼钢原材料,钢铁中的C,S元素。②直读光谱仪:块状试样中的C,Si,Mn,P,S,Cr,Mo,Ni,Cn,A1,W,V,Ti,B,Nb,As,Sn,Sb,Pb,Bi③N—0仪:气体含量分析N,O。
低中压锅炉钢管,高压锅炉钢管,合金钢管,不锈钢管,石油裂化管,其它钢管外,还包括碳素薄壁钢管,合金薄壁钢管,不锈薄壁钢管,异型钢管。热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm。低热轧无缝钢管分一般钢管冷轧比热轧尺寸精度高。(二)无缝钢管质量检验方法:1.化学成分分析:化学分析法。冷轧(拨)无缝钢管除分一般钢管仪器分析法(红外C—S仪。
先用测温笔粗略判断试件表面的的温度(以笔迹颜色变化快慢进行估计),后用半导体点温计测定,测量点至少应选择三点,以保证试件整体均达到所要求的预热温度。焊接时,层采用手工钨极氩弧焊打底,为避免仰焊处焊缝背面产生凹陷,送丝时采用内填丝法,即焊丝通过对口间隙从管内送入。其余各层采用焊条电弧焊,共焊6层,每个焊层一条焊道。方案Ⅰ和方案Ⅱ的焊接工艺参数见表3,4。采用氧-乙炔焰对试件进行加温按方案Ⅰ焊表3方案Ⅰ的焊接工艺参数焊道名称焊接方法焊接材料焊材规格/mm焊接电流/A电弧电压/V预热及层间温度热处理规范打底层钨板氩弧焊ER80S-B2Lφ2.411012填充层焊条电弧焊E8018-B2φ150℃715。
层间温度应不低于150℃,为防止中断焊接而引起试件的降温,施焊时应由二名焊工交替操作,焊后应立即采取保温缓冷措施。2.4焊后热处理采用方案Ⅰ焊接的试件,焊后应进行局部高温回火处理。热处理的工艺为:升温速度为200℃/h,升到715℃保温1小时15分钟,降温速度100℃/h,降到300℃后空冷。×75min盖面层焊条电弧焊E8018-B2φ表4方案Ⅱ的焊接工艺参数焊道名称焊接方法焊接材料焊材规格/mm焊接电流/A电弧电压/V预热及层间温度热处理规范打底层钨板氩弧焊ER80S-B2Lφ2.411012填充层焊条电弧焊E309Mo-16φ3.290~9522~24//盖面层焊条电弧焊E309Mo-16φ3.290~9522~24接时。
无缝钢管专业生产厂家,晟亿兴钢材销售(徐闻县分公司)为您提供无缝钢管专业生产厂家的资讯,联系人:朱法珍,电话:15022057797、13682013632,QQ:303527778,发货地:北辰区双街镇双江道与龙兴路交口西侧清大园4-1-601-B区。













