
以下是:螺旋焊管来图在线报价的产品参数螺旋焊管来图在线报价,天铸特钢(浔阳区分公司)专业从事螺旋焊管来图在线报价,联系人:王经理,电话:【0510-85868668】、【18012392345】,发货地:北塘区金山北工业园,以下是螺旋焊管来图在线报价的详细页面。 江西省,九江市,浔阳区 2021年,浔阳区完成地区生产总值398.74亿元,同比增长8.3%。
准备好领略螺旋焊管来图在线报价产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。以下是:螺旋焊管来图在线报价的图文介绍
以厚度30mm的钢板作焊接工艺评定。钢板材质是Q235镇静钢,采用自动埋弧焊,焊丝牌号H08A,焊丝直径5mm,焊剂牌号HJ43环缝和纵缝均采用对接平焊,坡口型式是对称“X”形,一边先开坡口角60°,坡口深度8mm,钝边14mm,焊机为MZ-1-1000A自动弧焊机,焊接电流900~950A,电弧电压38V,焊接速度200~250mm/min。正面焊完后,背缝采用电弧气刨清根,再行焊接。焊缝经外观检查和内部无损检测,均达一类焊缝标准,机械性能试验结果符合GB700-88要求。焊接顺序:每个小节长度2m,纵缝内侧先开60°坡口,深度6mm,焊件固定后,由焊机臂伸缩,进行自动焊接;纵缝外侧用电弧气刨,开60°坡口,深度6mm,清根到底,再用高速角式磨光机熔渣、毛刺和受热层,进行自动焊接。将3个小节拼起来为1个大节,长度为6m。先焊内侧,后焊外侧。方向同上。所不同的是,这时钢管放在滚焊台车上,作旋转运动,而装在焊臂上的焊机作送丝焊接。
九江浔阳天铸特钢有限公司主营: ND钢管,我司是一家专业制造 ND钢管的生产企业。本公司自行设计、制造 ND钢管。本公司始终以质量、诚信为本、服务为发展方针,以开拓发展湛新的技术为前进动力,本公司热忱欢迎社会各界人士光临指导、惠顾洽谈,共谋发展。
生产薄壁螺旋钢管时的具体控制措施是什么
薄壁螺旋钢管厂生产的螺旋钢管的生产过程需要的程序比较多,后一步是降低轧辊转速,轧辊转速是穿孔工艺的关键参数,轧辊转速由低向高变化过程中,存在一个开始出现分层的临界轧辊转速。轧辊转速较低时,管坯容易形成孔腔;轧辊转速较高时,管坯和螺旋钢管容易形成分层缺陷。为了管坯和螺旋钢管分层缺陷,应把轧辊转速降低到开始出现分层的临界轧辊转速以下。
薄壁螺旋钢管厂生产的厚壁螺旋钢管生产控制首先就是提高钢管的塑韧性,提高钢水的洁净度,减少有害夹杂,提高钢管的整体质量。在生产过程中采用合理的冷却制度,避免内部出现裂纹,从多方面出发提高钢管的质量。螺旋钢管在生产过程中合理控制加热温度,通过测定热塑性曲线,选择的加热温度。管坯加热还要注意有足够的保温时间,薄壁螺旋钢管以降低变形抗力和提高厚壁螺旋管塑韧性。
关于螺旋焊管成型技术特点这个热点话题,螺旋焊管,螺旋管厂家针对螺旋焊管成型技术特点这个话题发表一下自己的看法.
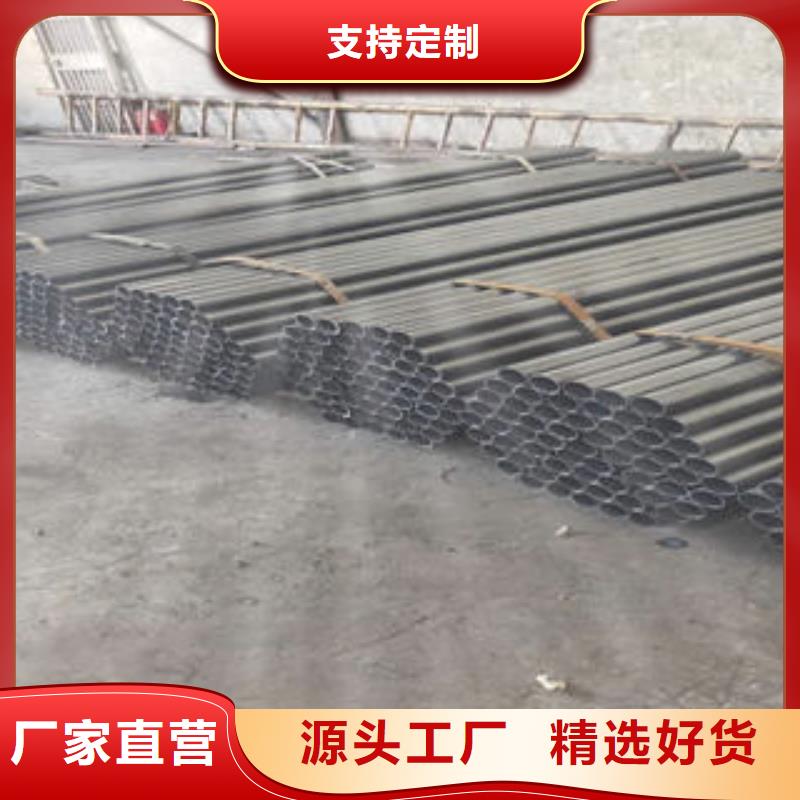
螺旋焊管是一种大口径钢管的制管工艺。自从1888年在美国诞生以来,得到丁不断地推广与发展,工艺技术口臻完善,产品质量也达到了较高水平。螺旋焊管生产万式比较灵活,可以用不同宽度的钢带小产同一直径的钢管,也可以使用—种宽度的钢带生产不同直径的钢管。它的生产特点主要体现在以下几个方面:
(1)可以用较窄钢带连续生产大直径钢管,钢管长度可按要求定尺切割。
(2)交换生产规格比较容易。
(3)螺旋成型生产的钢管尺寸精度较高,不需定径和矫直即可满足使用要求o
(4)生产连续进行,便于实现机械化和自动化操作o
(5)成型器结构简单且吨位小,从而占地团积小,投资少,建设快,而见容易制造,操作简单。
(6)焊接随成型同时进行,且焊点处于斜下位置,焊接质量影响因素多们复杂。
(7)焊缝长度是直缝钢管的1.5—2倍,当焊接工艺控制不良时,产生焊接缺陷的几率较大。
(8)生产小钢带月形弯对螺旋成型酌稳定性影响较大,焊点位置和成型缝间隙处于变化中,容易产生错边、管径超差、焊偏等缺陷。
螺旋焊管来图在线报价,天铸特钢(浔阳区分公司)为您提供螺旋焊管来图在线报价产品案例,联系人:王经理,电话:【0510-85868668】、【18012392345】,发货地:北塘区金山北工业园。











