以下是:声测管型号的产品参数
| 产品参数 |
|---|
| 产品价格 | 3/米 |
|---|
| 发货期限 | 2 |
|---|
| 供货总量 | 1000000 |
|---|
| 运费说明 | 含运费 |
|---|
| 最小起订 | 10 |
|---|
| 质量等级 | A |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | Q235B |
|---|
| 产品品牌 | 日升昌 |
|---|
| 产品规格 | 50 54 57 60 |
|---|
| 发货城市 | 全国 |
|---|
| 产品产地 | 河北沧州 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 50 54 57 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 黑色 |
|---|
| 质保时间 | 3年 |
|---|
| 外形尺寸 | 50 54 57 |
|---|
| 适用领域 | 高铁 高速建设 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | ISO9000 |
|---|
| 工作温度 | 常规温度 |
|---|
| 长度 | 3-12米 |
|---|
| 连接方式 | 钳压式 螺旋式 套筒式 法兰式 承插式 |
|---|
| 壁壁厚 | 0.7-3.5 |
|---|
| 类类目 | 黑色金属冶炼压延品 |
|---|
| 执行标准 | GB/T31438-2015 |
|---|
| JI检测方式 | 超声波检测 |
|---|
| 运运输方式 | 汽运 |
|---|
声测管型号,河南省南阳市日升昌钢管声测管厂家专业从事声测管型号,联系人:马经理,电话:19933757886、19933757886,QQ:1376565301,发货地:经济开发区发货到河南省 南阳市 宛城区、卧龙区、南召县、方城县、西峡县、镇平县、内乡县、淅川县、社旗县、唐河县、新野县、桐柏县、邓州市,以下是声测管型号的详细页面。 河南省,南阳市 南阳因地处伏牛山以南,汉水以北而得名。商代为“南乡”,有谢、楚、邓等国。南阳地处承东启西、连南贯北的位置优越,交通便利。焦枝铁路纵贯南北,宁西铁路横穿东西,许平南襄、沪陕高速公路两个“十字”形重要通道为市域城镇与产业发展轴。2010年12月,河南省人民政府批准成立南阳新区,副地级规格。2022年2月,南阳市入选全国性综合交通枢纽城市建设名单。
为了让您更地了解我们的声测管型号产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:声测管型号的图文介绍

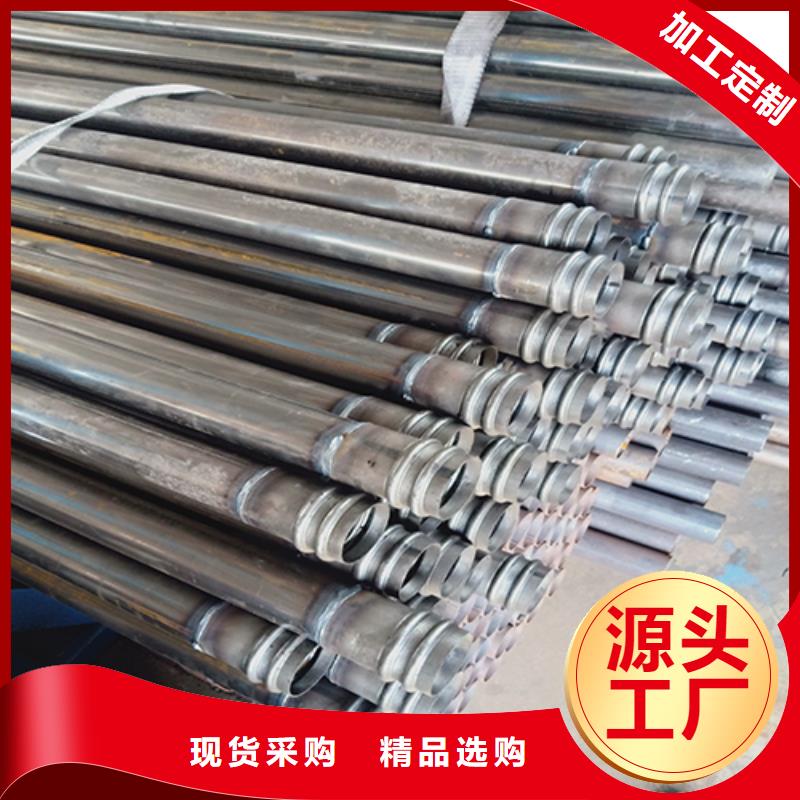
声测管安装技术及钢筋笼焊接交底书1、当地声测管安装(1)材料要求:声测管采用内径为 50mm,壁厚为 3mm 的无缝声测管。(2)连接方式:井口安装采用套管坡口焊接,其他采用对接焊声测管上的竖向环套住水平环。具体如下图(4)、当地每根声测管距桩底 5cm,伸入承台 0.5m,每根桩埋设 3 根。孔口焊接声测管时, 要先使上节声测管套入下接声测管的丝扣内,先焊好外侧,然后用管钳转动声测管,再把内侧剩余部分焊好;焊接前要把下节声测管先注满水。2、当地施工注意事项(1)、当地声波检测管焊接的必须保证内壁平整,不能有焊渣等凸出物,确保检测时探头能够自由上下。(2)、当地声测管的下端必须封闭,并做密水试验,保证管底和接头处不漏水。上端高出桩头 50cm 以上,并加盖,防止声测管堵塞。3、当地施工方法 (1)、当地根据所加工钢筋笼的分节长度和购进的声测管尺寸,合理的对声测管进行下料,声测管截断不可用气焊割也不可用一般切断工具,要用切管器或砂轮切割机,切割后要进行割丝。(2)、当地声测管接长采用丝扣连接,连接时首先检查声测管是否有杂物,如有杂物要干净再连接,连接时两声测管要对正,且要保持顺直,每节声测管连接都要缠生胶带,确保其密封性能良好。每节连接好后必须进行点焊,防止滑丝或脱节。底节底部要提前用钢板焊死,保证管底不漏水;然后把焊接好的声测管分类存放。(3)、当地在每节钢筋笼上安装相应长度的声测管,声测管焊接在钢筋笼的内侧,均匀布置,管间互相平行,不平行度控制在 0.1%以下;为防止声测管的安装偏差及孔口焊接质量,要在加强箍筋上准确标注上声测管的位置,声测管与钢筋笼采用双环活口连接 ,水平环焊在加强箍筋上


小管锥钻进护筒底孔壁加固处理完成后,即用小管锥(锥径0.46m)钻进,管锥边钻进边出碴,钻进时可一次声测管钻至孔底,也可分段成孔。(4)扩孔:当小管锥完成小孔钻进后,用与钻孔直径相匹配的管锥,逐级更换管锥,进行扩孔,直至TRANBBS设计孔径,扩孔时应按小管锥的钻声测管进方式一次到底或分段钻进。(5)声测管冲程选定孔壁稳定、附近钻进正常时,一般选用0.6~1.0m,易塌孔地层或有塌孔迹象时选用0.35~0.6m。(6)保持水头高度由于分次成声测管孔每次钻孔扩孔时都要将上次钻扩时护好的孔壁破坏,所以必须随时注意保护水头高度。水头高度应高于施工水位或地下水位1.5~1.8m,并不低于护筒上口10~20cm,掏碴时及时补水,通过透水性强的地层或有塌孔迹象时,可加大水头高度。(7)粘土投入量在需要泥浆护壁的地层,钻进时应经常向孔内投放粘土,以保证泥浆的质量。砂土、本地卵石土层直径为0.75~1.25m的孔,声测管每延长米成孔投入粘土0.5~1.0m3;直径为1.5~2.0m的孔,每延米成孔投入粘土1.0~1.2m3。4.清孔成孔后,用管锥将钻碴基本掏净,然后按离子悬浮法进行清孔处理,即清孔前24h,按1(木屑):0.3(烧碱):1(水泥):30(粘土)适量水的比例配成膏状混合物,配制数量1m成孔体积,清孔时将膏状混合物,分三次抛入孔底,并用管锥冲砸5~10min,使膏状混合物均匀地溶于孔底泥浆中,用管锥掏渣,当捣至泥浆比重为1.03~1.06时,清孔终了。5.吊装钢筋笼



为满足客户用 152注浆管各种需求,南阳日升昌钢管声测管厂家常年备货了 152注浆管,还和多家省内外物流建立了长期的合作关系,发货快捷,方便省心。公司坚持“诚信经营、用户至上:满足顾客要求、不断持续改进”的企业宗旨和质量方针,达到客户安心的经营理念,为广大客户提供合格的 152注浆管产品和满意的服务。


声测管外观打磨技术要点:1、基础,对声测管进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。2、粗磨,用砂带在三面上往返磨削声测管,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后声测管的粗糙度应能达到R0.8mm。3、半精磨,用砂带按照前面往返磨削工件的方法中磨声测管的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。4、精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与声测管未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的声测管要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。

在河南省南阳市采购声测管型号请认准河南省南阳市日升昌钢管声测管厂家,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:马经理-19933757886,QQ:1376565301,地址:经济开发区)。
![[南阳]日升昌钢管声测管厂家名片](http://ypmimg.huaer.cc/UploadImg/3962/new_card.jpg "[南阳]日升昌钢管声测管厂家名片")