| 产品参数 | |
|---|---|
| 产品价格 | 170000/台 |
| 发货期限 | 当日发货 |
| 供货总量 | 10 |
| 运费说明 | 包运费 |
| 最小起订 | 1 |
| 产品品牌 | 宝润 |
| 产品规格 | XGGL-2000 |
| 发货城市 | 河南长葛市 |
| 产品产地 | 河南长葛 |
| 产品重量 | 17吨 |
| 质保时间 | 12个月 |
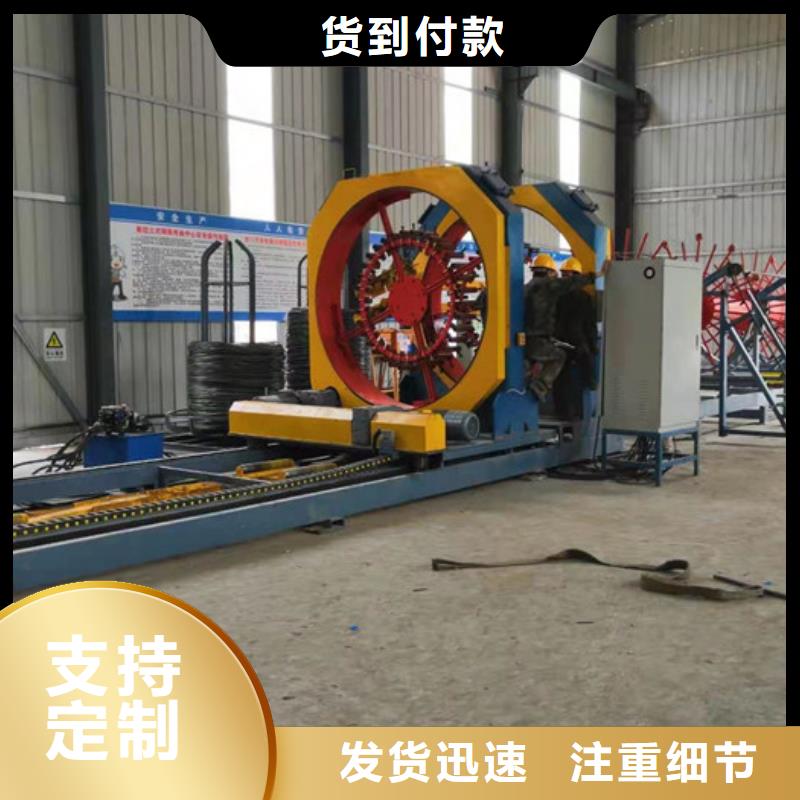
| 名称 | 绕筋机 |
| 产地 | 河南 |
| 规格 | 3000 |
| 品牌 | 建贸 |
| 可定制 | 是 |








兰州建贸数控钢筋笼滚焊机厂家主要产品: 钢筋笼绕筋机,供货及时、服务到位的优势,是广大用户的长期合作伙伴。
追求卓精
卓精不是一个标准,而是一种境界
矢志创新
敢于创新,创造可持续的价值。
绿色责任
善用其效,尽享其能
分享成果
乐人之乐,人亦乐其乐



地下连续墙共计135幅,钢筋笼要求整体制作成型,分两段吊装,分段位置采用直螺纹套筒连接。
钢筋笼吊装主要有4个吊装工况,每个工况下,主副吊车受力各不相同。
吊装工况一:该工况下,主、副吊车将在钢筋笼平台上已经制作好的钢筋笼平抬吊起,此时钢筋笼的重量由主吊、副吊同时承担,由于钢筋笼的重心在钢筋笼的中心位置偏向主吊侧,所以主吊受力较大,而副吊受力较小。
吊装工况二:在该工况下,主吊、副吊受力不停的变化,主吊受力逐渐增加,而副吊受力逐渐减小,直到副吊不再受力,钢筋笼重量完全由主吊承担,但是在实际施工过程中,该工况为动态工况,实际的受力情况与吊车停留的位置、角度、旋转方向等都有很大关系,受力情况复杂,在该工况下副吊的受力并不是逐渐减小的过程,在中间还有一个增加再减小的过程,但是 受力不超过钢筋笼重量的60%。
吊装工况三:在该工况条件下,副吊脱离吊装过程,由主吊完全承担整个钢筋笼的重量,并通过施工道路,将钢筋笼运送至需要沉放钢筋笼的槽段。在该工况条件下由于吊车需要负荷情况下进行行走操作,吊车吊重需要在 设计吊重的70%以内。并且需要将吊车的回转半径控制在小,以获得 的起重量。从而确保钢筋笼运输的。
吊装工况四:在该工况下,上下两段钢筋笼需要在槽段口进行对接,上下两段钢筋笼的总重量都需要由主吊来承担,在该工况下已经有部分钢筋笼进入槽段内,泥浆对钢筋笼的浮力未计算在内;并且吊车处在非行走状态,吊车吊重需要控制在设计 吊重的80%以内。
主吊不利工况为工况四,该工况下上、下两段钢筋笼连接后总重量由主吊承担。副吊不利工况为工况二,所承担 吊重为钢筋笼重量的60%及索具的重量。
四、吊装需注意事项
1、吊装作业区域的警戒
吊装作业时,在吊装区域设立警戒区,其区域主要在吊物正下方和吊臂下方,并在吊装区域附近设置警示标志,指派专人进行警戒,吊装作业时阻止闲杂人员靠近警戒区内。起重机作业时,起重臂和重物下方严禁有人停留、工作和通过。



将吊装钢筋笼结构形式、结构尺寸、单体重量等向作业人员进行书面技术交底;对周围环境采取一定措施,排除影响吊装的一切不利因素;检查机具和人员是否到位,司机及起重工是否持有特种作业上岗证,吊装是否为有经验的专人负责指挥,指挥人员和其他作业人员应提前做好吊装过程中联络方式的沟通,操作人员应按照指挥人员的号(口哨、手势)进行作业,当号不清时,操作人员应拒绝执行。
由于钢筋笼重量较大,采用双机抬吊法起吊。起吊前须对钢筋笼受力状况进行分析、计算,确定吊机满足起吊要求,起重设备安装力矩限制器、限高装置,钢丝绳系数不得小于规范要求;绳子头固结必须满足规范要求,起重设备必须取得检验合格证;对吊具进行可靠性检查,检查吊具的钢丝绳磨损度、是否有断丝现象,卸扣是否变形与滑牙,起吊设备的运转调试是否正常以及设备的吊钩是否完好,以确保起吊。
钢筋笼采用整体吊装,吊装钢筋笼选用一台主吊机和一台副吊机两台起重设备起吊,在所有的准备工作完成以后(钢筋笼制作完成,所有的索具安装到位,主副两台吊车就位),可开始起吊工作。<p>
24米钢筋笼滚焊机山东滨州的价格
二、吊装过程??
起吊前:对吊点、索具及吊车的位置进行复核,看是否能够满足吊装要求;复核周边情况,看是否有其它空间障碍影响吊装。
起吊:本工程钢筋笼吊放采用双机抬吊,空中回直。起吊时必须使吊钩中心与钢筋笼重心相重合,保证起吊平衡。
钢筋笼吊放具体分六步走:
步:指挥主吊、副吊两吊机转移到起吊位置,起重工分别安装吊点的卸扣。
第二步:检查两吊机钢丝绳的安装情况及受力重心后,开始同时平吊。
第三步:钢筋笼吊至离地面0.3m~0.5m后,应检查钢筋笼是否平稳,后主吊起钩,根据钢筋笼尾部距地面距离,随时指挥副机配合起钩。
第四步:钢筋笼吊起后,主吊吊机向左(或向右)侧旋转、副吊吊机顺转至合适位置,让钢筋笼垂直于地面。
第五步:起重工卸除钢筋笼上副吊吊机起吊点的卸扣,然后远离起吊作业范围。主吊吊车开始平稳行走至槽段内。
第六步:主吊吊机吊笼入槽或与下接钢筋笼连接、定位。

![[兰州]建贸数控钢筋笼滚焊机厂家名片](http://ypmimg.huaer.cc/UploadImg/1165/new_card.jpg "[兰州]建贸数控钢筋笼滚焊机厂家名片")