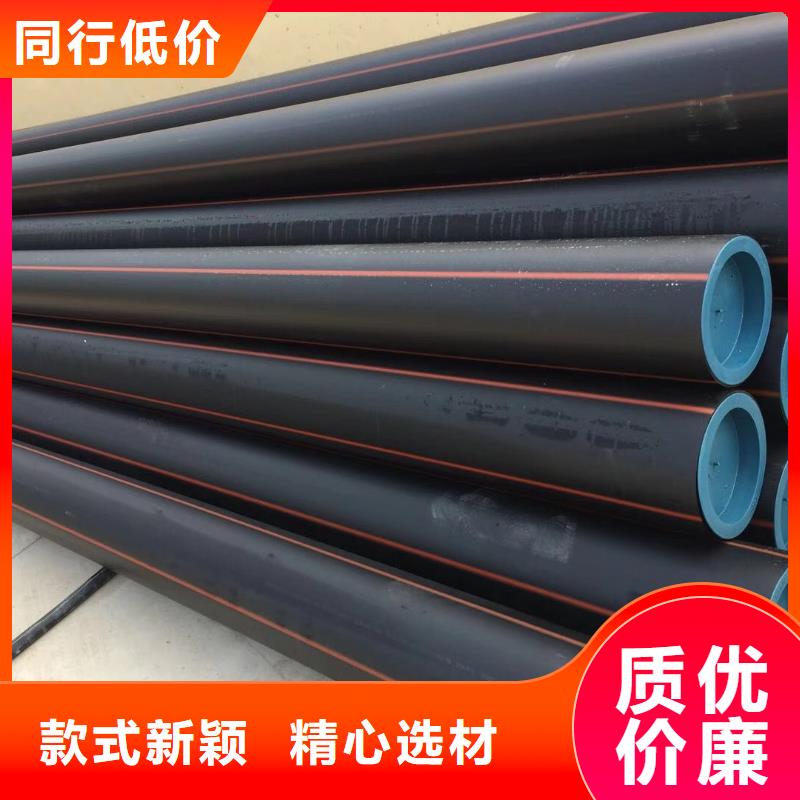
厂家直销, HDPE给水管价格更加合理。让客户满意是我们的宗旨。我们公司愿与各界朋友建立和发展经济贸易合作关系。
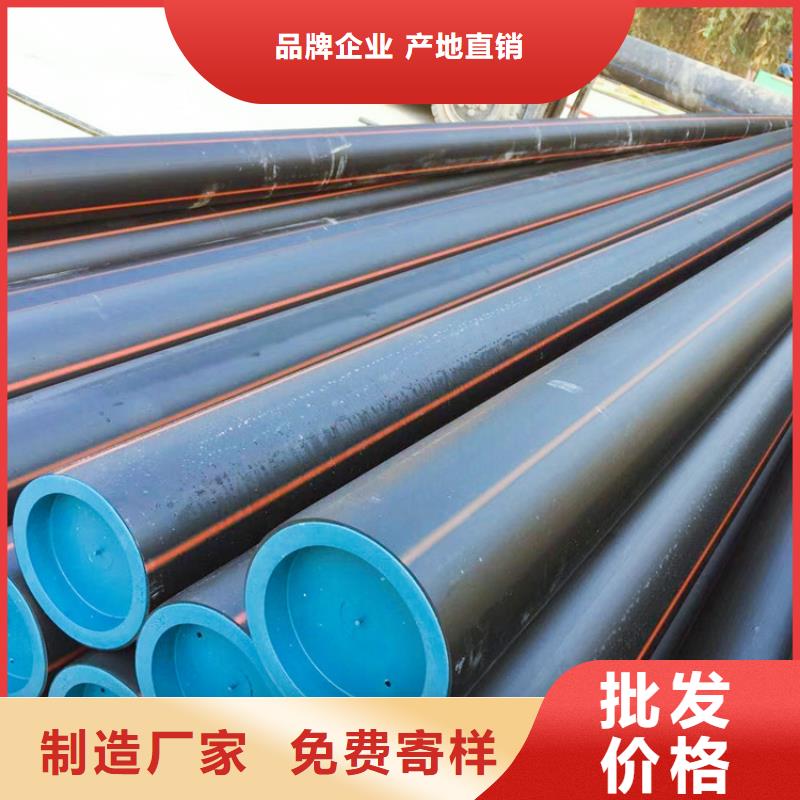
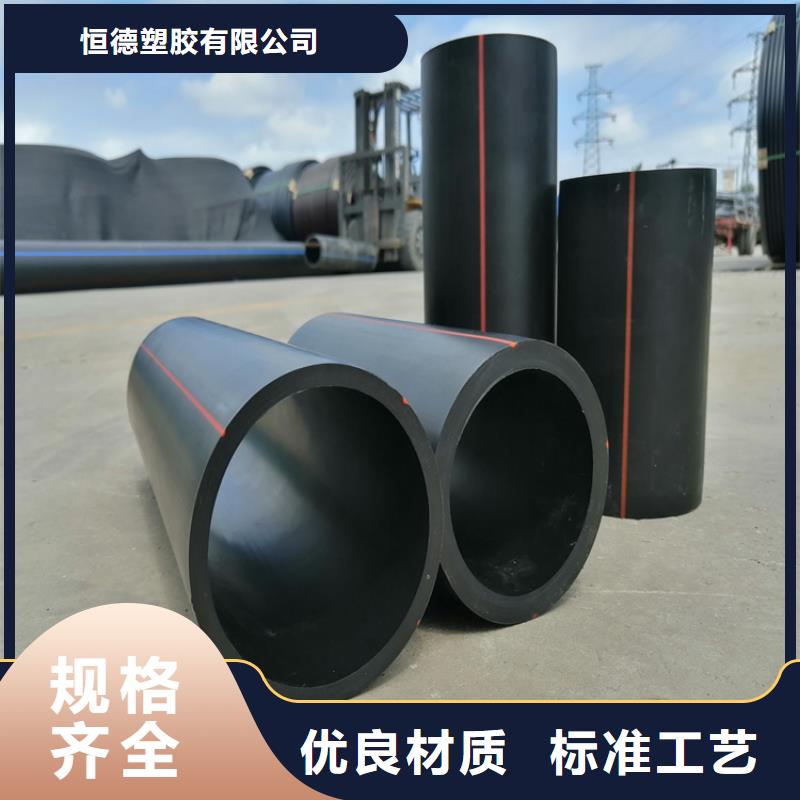
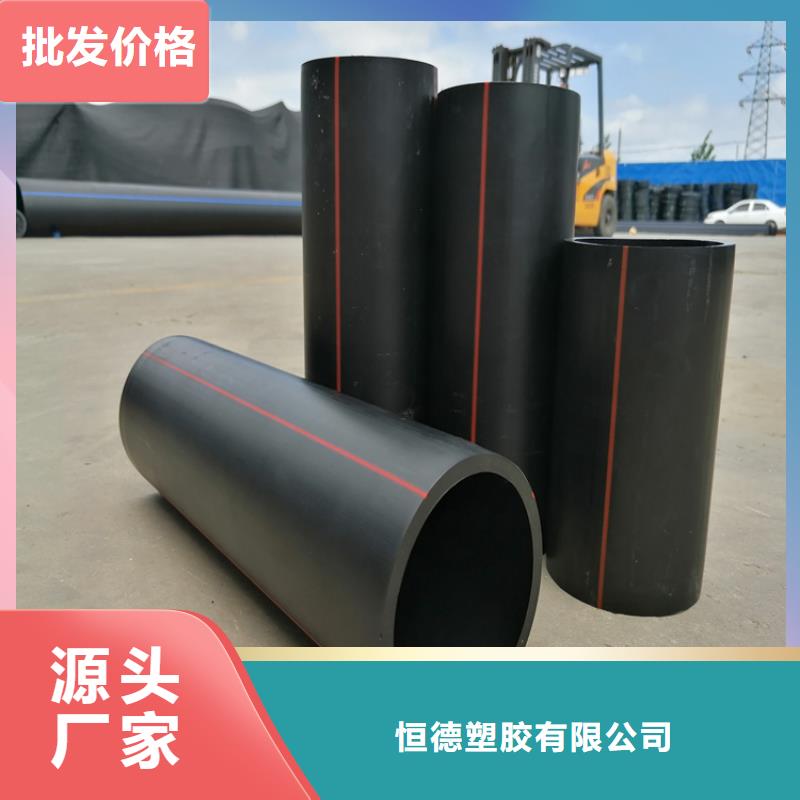
自有厂家多年HDPE给水管经验质量值得信赖
HDPE给水管品质优良贴心服务用质量打造市场口碑
规格种类多样HDPE给水管可根据需求定制
首页
交谈















名片")