| 产品参数 | |
|---|---|
| 产品价格 | 66000/台 |
| 发货期限 | 24h |
| 供货总量 | 99 |
| 运费说明 | 包邮 |
| 最小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | 钢材 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMW2-32 |
| 发货城市 | 河南长葛 |
| 产品产地 | 河南长葛 |
| 产品型号 | JMW2-32 |
| 可售卖地 | 全国 |
| 产品颜色 | 红色 |
| 质保时间 | 一年 |
| 品牌 | 河南建贸 |
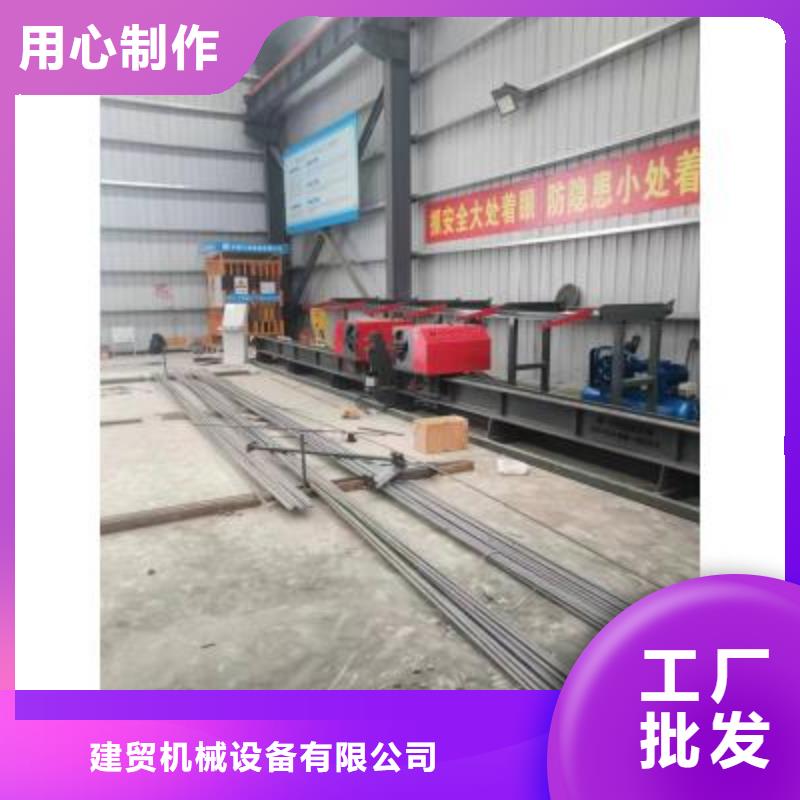
| 产品名称 | 数控钢筋弯曲中心 |
钢筋弯曲中心是用于钢筋弯曲的专用装备。该设备具有操作简单,维护方便,经济实用的特点。特别适用于各种工程标段、钢筋集中加工工厂等钢筋批量加工的场合使用。 数控钢筋弯曲中心有两个独立弯曲中心,能同时或独立正反弯曲各种形状箍筋,大大提益及工作速度,降低人工及成本,数控钢筋立式弯曲中心广泛用于建筑、高速、核电站、铁路以及钢筋配送中心等领域。
全自动钢筋弯曲中心适用于高层建筑、高速公路、高速铁路、大型桥梁等工程混凝土结构内主骨架钢筋的弯曲加工能加工直径φ32mm的高强度螺纹钢。本机是拥有能在一个工作单元内同时进行双向弯曲的先进设备是我公司独立研发的具有自主知识产权的高科技产品。我们在设计上 力求加工范围多样化,满足使用需要,数控化加工精度高、效率高满足工程工期要求 每个工作班相比普通弯曲机可替代10名操作工的加工量,追求性价比 降低成本,可给客户带来实实在在的效率和收益。全自动钢筋弯曲中心生产厂家
整机
1 整机功率(kw):14kw
2 工作温度范围(℃):-10--50℃
3整机安装外形尺寸(长*宽*高 mm):12760x2090x1460mm
4 整机自重(kg):3500kg
5 工作电压(V):380V
6 原料台输送速度(m/min):~ 7m/min
7 原料台承载能力(kg): ≥ 2000 kg
并客户的施工要求,本公司提供设备现场试验和调试服务,为各类工程施工方提供方便快捷的服务,同步作业弯曲主机采用版和机械原理可实现故障自动识别,图形编辑,计数等功能该款数控钢筋弯曲中心自重4切记在作业中严禁更换芯轴和变换角度及调速控钢筋弯曲中心TGB2-32性能优势:两个机头可立式弯曲只要调节动刀感。
工作装置参数
1 弯曲钢筋直径范围(mm):Φ10mm-Φ32mm
2 边长尺寸(mm): 1000 mm
3 边长尺寸(mm):Φ10mm 560mm / Φ32mm 620mm
4 上弯曲角度(度): 180 o
5 下弯曲角度(度): - 120 o
6 短边弯曲尺寸(mm): 70 mm

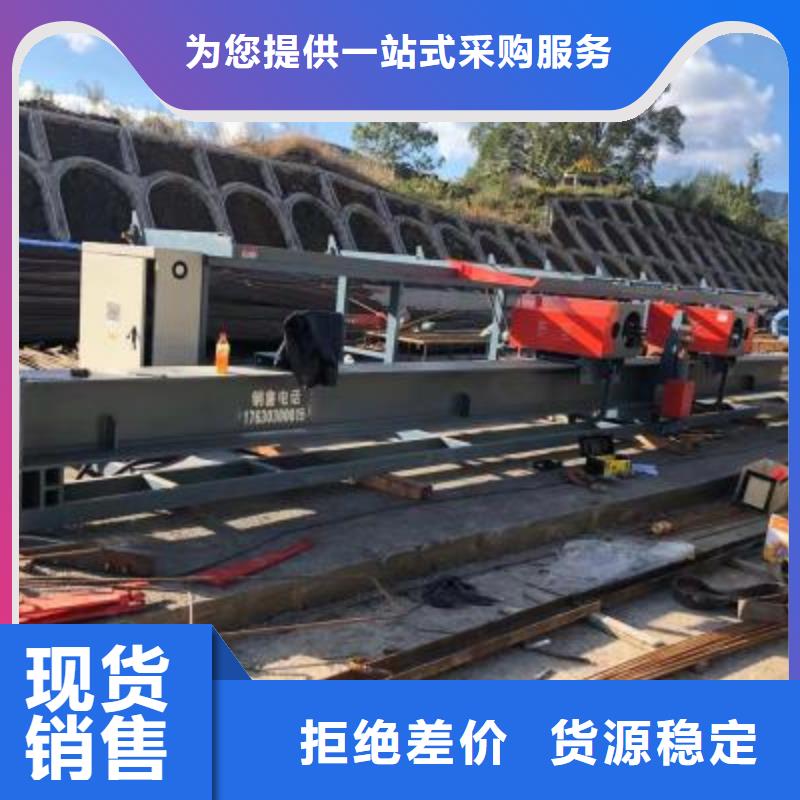
双机头数控钢筋加工中心是用于钢筋弯曲的专用装备。该设备具有操作简单,维护方便,经济实用的特点。特别适用于各种工程标段、钢筋集中加工工厂等钢筋批量加工的场合使用。
弯曲机头装置: 弯曲机头结构紧凑,加工钢筋范围广。弯曲机头移动由伺服电机驱动,钢筋弯曲长度实现数字控制,机头移动响应快,定位精度高。弯曲机头采用液压夹紧机构,夹紧力大,定位精度高。弯曲机头配置不同型号中心销轴和弯曲盘,用以加工不同要求的钢筋。弯曲电机采用变频技术,钢筋加工准确,,节能。可同时弯曲多根钢筋。
自动定尺装置: 自动定尺装置用于确定钢筋端头位置,由伺服电机控制自动定位,无需人工测量和固定,定位精度高,可靠。具有自动锁定机构,确保钢筋端头定位精度。该装置的摆动式挡板自动避让钢筋,确保钢筋弯曲精度。

首先应该选择一个专业的厂家,现在销售钢筋弯箍机的厂家非常的多,但是这么多的厂家里面难免就会出现一些销售低质量的厂家,
遇到这样的厂家作为顾客来说应该学会辨认才可以维护自己的利益。建议顾客在选择厂家的时候看一看厂家的资质证明,齐全的资质
证明可以保证顾客的利益,选择知名度高一点,规模大一点的厂家,这样的厂家有着一定的经济实力和生产能力。
其次选择钢筋弯箍机也要根据自己的实际情况,要知道钢筋切断机的型号有很多,不同的型号对应不同的使用场所,而且不同的型号有着不同的功能以及作业能力。顾客在选购之前应该确定自己的需求是什么,根据自己的实际需求来选择对应的设备,可以避免之后的使用中遇到更多的麻烦。
 大同全自动数控钢筋弯曲中心工厂直销
<大同>建贸机械设备有限公司
大同全自动数控钢筋弯曲中心工厂直销
<大同>建贸机械设备有限公司
在使用的过程中,工作人员将钢筋需弯的一端头插在转盘定销子的间隙内,另一端紧靠机身的固定销子,并用手压紧。必须注意机身销子确实安在挡住钢筋的一侧,方可开动机器。更换转盘上的固定销子或弯曲销子时,必须切断电源停止转动后,方可进行更换。
弯曲钢筋时,严禁超过机械制造厂所规定钢筋直径、根数及机械转速。如弯曲未经冷拉或带有铁锈的钢筋时,必须戴好防护眼镜。
弯曲钢筋的旋转半径内和机身不设固定销子的一侧不准站人。
弯曲较长的钢筋时,应有专人配合扶持钢筋,扶持钢筋人员应按操作人员的指挥进行工作,不得任意推拉。
弯曲好的半成品,应按规格堆放整齐,弯钩不得朝上。当转盘在顺时针方向转动,而需倒转时,应先将开关拨到中间位置(停机位置)并待机停止运转后,再将开关拨到倒转位置。由倒转拨到顺转时,其动作相同,顺序相反。不得由顺转立即拨向倒转或由倒转立即拨向顺转。
![[大同]建贸机械设备名片](http://ypmimg.huaer.cc/UploadImg/overDate/new_card.jpg "[大同]建贸机械设备名片")