
以下是:42crmo合金管大型厂家的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 品牌 喜喆金属 质量等级 产地 聊城 42crmo合金管大型厂家,喜喆金属材料有限公司(安溪分公司)专业从事42crmo合金管大型厂家,联系人:孙经理,电话:13165400350、15314169600,QQ:522316498,发货地:经济技术开发区蒋官屯办事处汇通物流园C321E,以下是42crmo合金管大型厂家的详细页面。 福建省,泉州市,安溪县 安溪县,隶属福建省泉州市。古称清溪,位于福建省东南部,泉州市西南隅。东接南安市,西连华安县,南毗同安区,北邻永春县,西南与长泰区接壤,西北与漳平市交界。东西长74公里,南北宽63公里,总面积3057.28平方公里。截至2022年10月,安溪县辖15个镇、9个乡。2022年,安溪县户籍人口120万人。
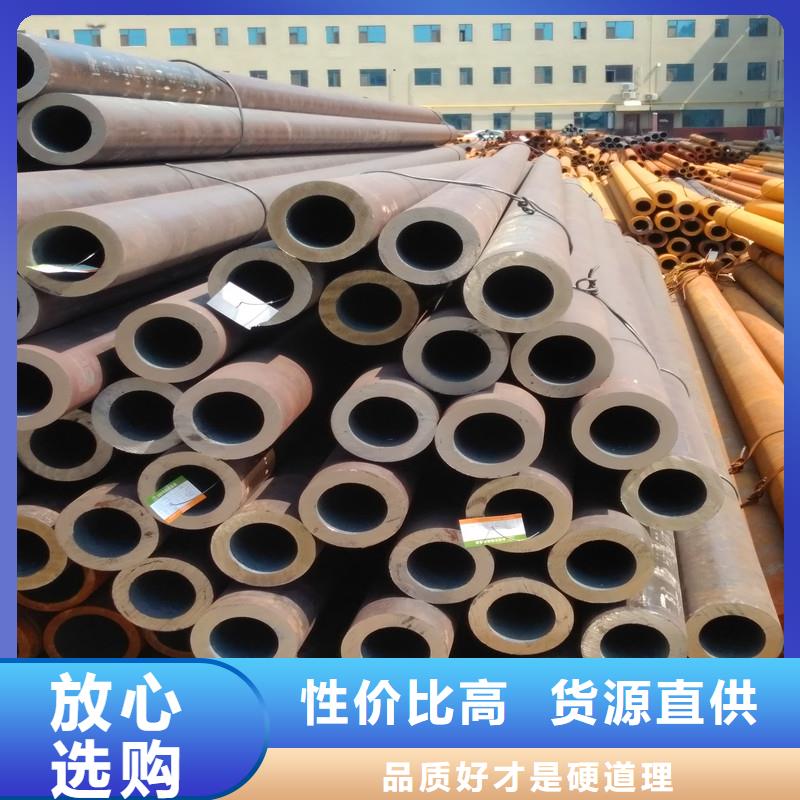
我们的现场实拍视频将带您走进42crmo合金管大型厂家产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。以下是:42crmo合金管大型厂家的图文介绍
42crmo合金钢管主要使用钢丝刷等工具对钢材表面进行打磨,42crmo无缝钢管的清洗和预热可以去除松动或翘起的氧化皮、铁锈、焊渣等。手动工具除锈能达到Sa2级,动力工具除锈可达到Sa3级,若精拔无缝钢管表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度。
42crmo合金钢管酸洗利用溶剂、乳剂清洗低压流体输送用焊接钢管(焊管)表面,以达到去除油、油脂、灰尘、润滑剂和类似的有机物,但它不能去除钢材表面的锈、氧化皮、焊药等,因此在防腐生产中只作为辅助手段。一般用化学和电解两种方法做酸洗处理,精拔无缝钢管管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处理。化学清洗虽然能使表面达到一定的清洁度和粗糙度,但其锚纹浅,而且易对42crmo无缝钢管堆码环境造成污染。42crmo合金钢管
42crmo合金钢管注浆施工1、花管注浆总体程序放线定位→小片区注浆试验→大面积注浆→质量检查2、42crmo合金钢管放线定位根据设计图纸的孔位进行测量放线,定出注浆孔位置。3、42crmo合金钢管小片区注浆试验在展开注浆前,应进行小片区注浆试验,试验区可采用6×6孔排成方块,主要检查设计水泥用量、注浆压力和注浆效果。4、42crmo合金钢管大面积注浆小片区注浆试验完成后,即可展开大面积注浆,注浆拟分二序进行,即跳孔注浆,并沿周边向内逐圈注浆。5、42crmo合金钢管花管注浆单孔工艺流程
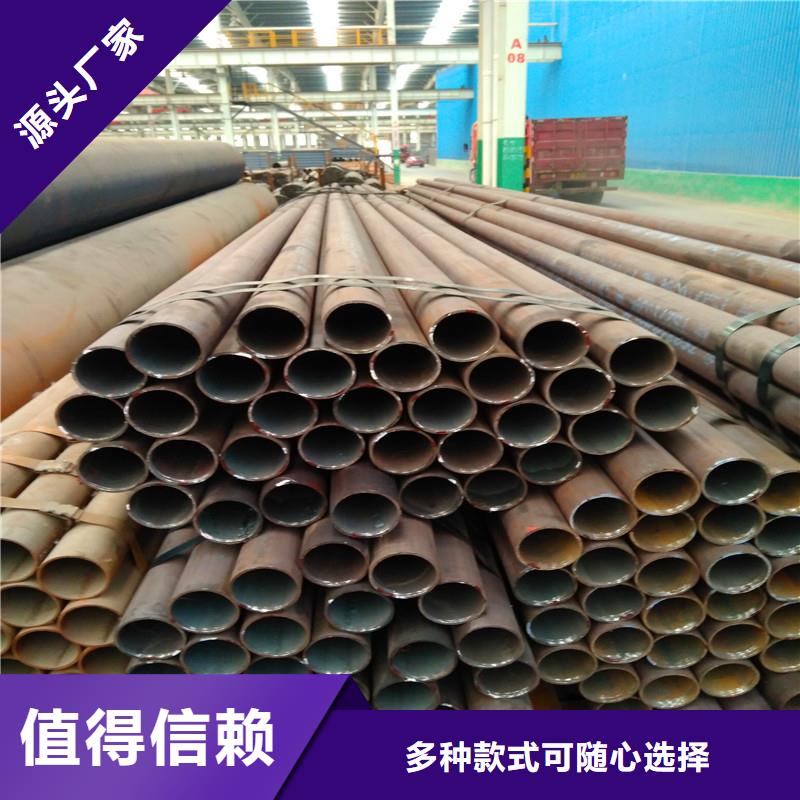
泉州安溪喜喆金属材料有限公司生产制造 42crmo无缝管等产品。本企业文化是企业发展的原动力,公司历来注重企业的文化建设,以人为本,厚德载物,共赢俱进,从 42crmo无缝管产品的开发,企业的管理到市场的推广都赋予人性化的理念。在人才的引进和培养、提拔上奉行“德才兼备,唯才是举”的原则,吸引了一大批各地的人才共创事业。
在生产42crmo无缝管时需要注意哪些事项呢::注意毛管壁的厚度是否均匀,如果发现毛管壁厚度不均匀一定要做表面抛光处理,另外毛管里面和外面是否平整有没有凹凸和缺陷的现象,一旦发现凹凸或者缺陷也要及时做出处理。第二:对毛管的复检工作,复检的主要工作是确保毛管外面没有裂纹和缺陷,检查毛管存在的这些问做出相应的排除措施,一定要毛管里面的麻面和折叠的现象。第三:是对工具的要求,一般冷拔使用是工具对表面的光洁度的要比较高,只有工具表面的光洁度高冷拔出来钢管的光洁度才会高,此外模具的尺寸精度和硬度要求也是比较高的.所以我们在制作中要选择一个好的磨具也很重要,千万不要出现磨具粘钢的现象。
一种42crmo无缝管的生产工艺 。它包括以下步骤:步骤一,物料准备;步骤二,管坯加热和斜轧穿孔;步骤三,毛管修整;步骤四,热扩变形定径;步骤五,热处理;步骤六,矫直;步骤七,内磨;步骤八,纠偏;步骤九,外磨;步骤十,探伤检验;步骤十一,再精整、终检和包装。本发明不但可以在大组距的范围内生产合金无缝钢管,而且投资相对较小,产品质量高,生产效率较高,生产成本较低。42crmo无缝管的主要生产流程管坯及坯加热、管坯的穿孔、钢管的延伸、钢管的轧制、钢管定径与减径、钢管的冷却和精整 或者可以说是 钢胚的加热 穿孔 热扎 酸洗 冷拔 碳烧 切头 喷标 包装 成品。 一种无缝钢管的制造方法,其特征在于:设置将具有多个轧辊的轧制机座、以互相不同的轧制方向连续配置多台的芯棒式无缝管轧机,在这样的制造生产线上对42crmo无缝管进行轧制后,在多点上测定轧制后的钢管圆周方向上的壁厚,根据其测定结果,至少分别控制芯棒式无缝管轧机的**终轧制机座上的轧辊各个轴的两端位置,以便使壁厚不均达到标准。
42crmo钢管的电焊焊接特性以及加工工艺对策42crmo钢管因为碳含量低,其淬硬趋向和冷裂趋向小,具备优良的电焊焊接性。可是过大的焊接线动能会使焊接及热危害区产生粗晶机构进而超低温延展性大幅减少,构造的突然变化及生产制造中的力校核会使构造的部分造成高的地应力,进而扩大机器设备在超低温情况下的延性毁坏。
因此,42crmo钢管在电焊焊接全过程中应保证以下内容:⑴选用小的焊接线动能,较大程度的降低超温,避免在对接焊缝上出現粗壮的机构。焊条电弧焊常选用12-15KJ/cm,电弧焊一般 为20KJ/cm。因此焊条电弧焊尽可能无需φ5焊丝,埋弧焊自动焊机多采用φ3.2焊条,焊条电弧焊各层约2mm,埋弧焊自动焊机约2.5mm。 ⑵选用直焊缝,多道迅速电弧焊接。目地是以便降低超温和后一焊缝对前一焊缝有淬火功效,使晶体优化。 ⑶防止力校核,使构造部分不造成应力状况。 ⑷尽量减少焊缝间的虚梁溫度,防止焊缝长时间处在高溫情况,尽可能保证不持续焊接。 ⑸一般 采用极低氢焊丝及助焊剂,因此在焊前要严苛按风干规章制度开展风干解决,领料的焊丝超出4钟头没用过完,应回到二级库再次风干再应用。此外针对42crmo钢管焊丝,应用前要按有关规范开展熔敷金属材料外扩散氢复检,一般 选用水银法,按GB/T3965-2012 实行,合标指标值合乎设计方案规定。 ⑹ 在冬季施工措施及薄厚很大的构造,尽可能开展加热,***少加热到15℃左右。针对大厚钢板电焊焊接,加热溫度一般为50℃,道间温控在50~150℃中间。 (7)引弧须选用引弧板或在焊缝内引弧,不可在非电焊焊接位置引弧。 (8)42crmo钢管焊后地应力调质处理能够减少高合金钢电焊焊接商品的脆性断裂危险因素。
聊城喜喆金属材料有限公司42crmo无缝管分层制粒的主要流程:先将高磷矿或者褐铁矿在高速搅拌混合机中制粒,然后送入圆筒混合机中和赤铁矿一起混合二次制粒,后再配入石灰石和焦粉进行涂层制粒。经过分层制粒工艺之后造成的颗粒结构是,多孔的铁矿石分布在颗粒的中心位置,而致密的铁矿石将石灰石和多孔铁矿石隔离开,作为在烧结制粒过程中,混合的石灰石比例、料层高度和制粒的湿度保持不变。为避免烧结料层的透气性恶化,焦粉中粒径<4mm的比例应控制在10%以下。通过控制石灰石和石英的量将SiO2含量和碱度分别控制在5%和
分层制粒的效果。聊城喜喆金属材料有限公司1、采用高磷铁矿对烧结操作的影响外滚焦制粒时,随着多孔的高磷铁矿石的比例增加,过湿层的透气性并没有发生明显的变化,然而燃烧层的透气性发生了明显的退化,整个料层的压降增加。原因在于42crmo无缝管液相的流动性变差。2、高磷铁矿隔离在颗粒中心后对烧结产量的影采用42crmo无缝管分层制粒技术,液相不会被吸收进铁矿石,流动性得到改善,液相流动长度达到不含磷铁矿石的水平。由于液相流动性加强,5mm以上尺寸的孔隙生长被促进,数量大大增加,42crmo无缝管燃烧层的透气性得到改善,提高了烧结利用系数。3、分层制粒对烧结矿矿质量和高炉操作的影响应用分42crmo无缝管层制粒后,无缝管的冷强度要好于外滚法。主要是5mm以下孔隙减少造成的。另外应用分层制粒工艺后,烧结矿的低温还原粉化有略微提高,还原性明显改善,从而应用于高炉后炉况顺行,焦比下降。总之,42crmo无缝管分层制粒技术可以有效提高烧结利用率,同时对矿石品位的要求相对宽松,具有极大的推广应用价值对于烧结而言,制粒相当关键,42crmo无缝管常见制粒方法有外滚焦制粒和分层制粒两大流派。其中前者是以细的高品位赤铁矿为主要铁矿石聊城喜喆金属材料有限公司原料,后者是以低品位的褐铁矿及高磷铁矿为原料。基于高品位赤铁矿资源的日益稀缺。因而,分层制粒技术受到更多的重视。
42crmo合金管大型厂家_喜喆金属材料有限公司(安溪分公司),固定电话:15314169600,移动电话:13165400350,联系人:孙经理,QQ:522316498,经济技术开发区蒋官屯办事处汇通物流园C321E 发货到 泉州市安溪县。














