

以下是:热镀锌方矩管贴心售后的产品参数热镀锌方矩管贴心售后,鑫杰物资有限公司(增城分公司)专业从事热镀锌方矩管贴心售后,联系人:于经理,电话:0635-8590088、18106351991,QQ:491146619,发货地:长江路于新东环交汇处,以下是热镀锌方矩管贴心售后的详细页面。 广东省,广州市,增城区 《元和郡县志》载:“增城县,按昆仑山上有阆风、增城,盖取美名也”。汉,析番禺县地置增城县。有1800多年历史。2007年,被联合国地名组织定为“千年古县”,是广州地区早有古人群聚居的地方之一。明,划东北部置龙门县。1993年,撤销增城县,设立县级增城市。2014年,撤销县级增城市,设立广州市增城区。
热镀锌方矩管贴心售后视频已经精心制作完成,它将以全新的方式展现产品的独特魅力,让您为之倾倒。
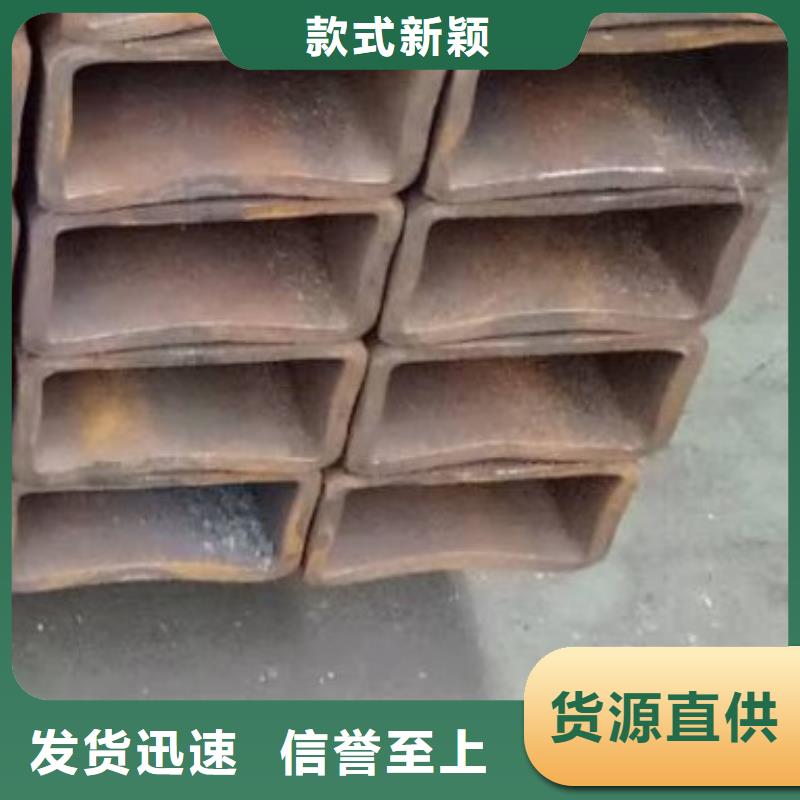
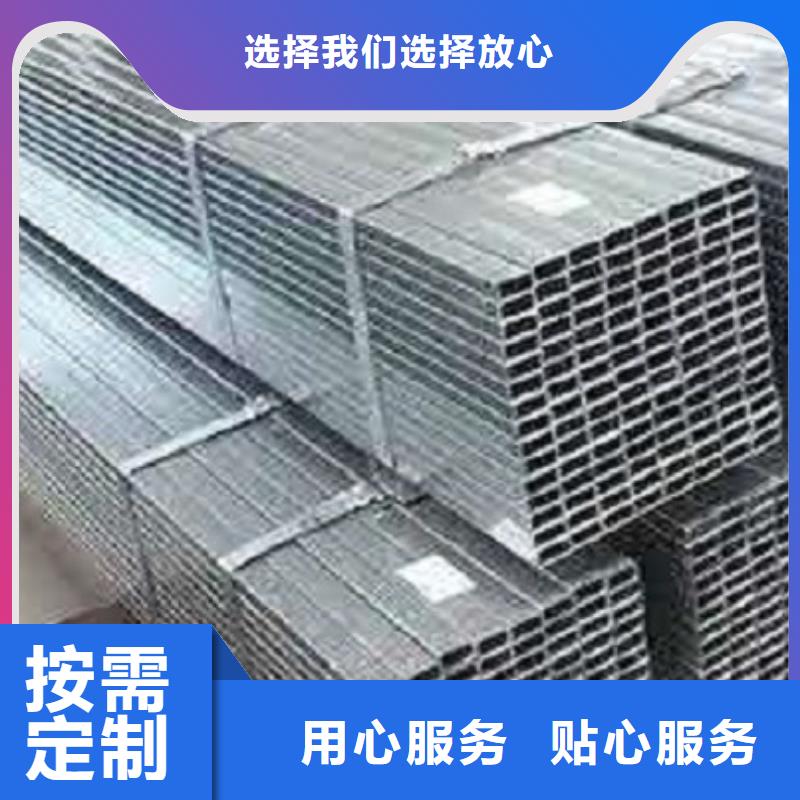
以下是:热镀锌方矩管贴心售后的图文介绍
方矩钢管生产过程中,送料精度直接影响着成形品的精度和品质。今天大口径方矩管厂家就来介绍一下影响方矩管送料精度的七点因素:(一)送料装置的中心线与冲压机械的中心线必须设置在同一直线上。如果不在一条直线上,开卷后的材料被送到模具时,相对于模具就是倾斜的,模具内部的材料导向,送料装置的侧面导向等都会发生很大的抵抗,在很大程度上降低送料的精度。
(二)卷料幅度方向的波纹形状一定要小,在卷料宽度方向上2000mm长度范围波形鼓起也必须在2mm以下。随着板厚的增加鼓起也会增加,严重时2000mm的长度范围内会有5mm以上的鼓起,这样的方矩管材料就不能送料了。
(三)与表面非常光滑的卷材相比,表面粗糙的方矩管钢板和送料装置辊轮间的摩擦系数要高,所以送料精度会相应地得到提高。需要注意的事,粗糙面压延钢板是在冷轧延伸时,在材料表面会形成非常细小的凹凸,这些粗糙的面会造成轧制油的残留,也便于拉深加工。
(四)驱动送料辊轮的齿轮类齿隙比较小,驱动送料辊轮的伺服电机可以灵活、适度地加、减速。
(五)轧制油膜也对方矩管精度产生影响,轧制完成后如果放置时间过长,轧制油就会发生干燥固化现象,送料时材料就会与送料辊轮发生滑动,使送料的精度下降。
(六)当卷材从很宽的材料剪切时,因剪切装置的精度和刚度原因剪切下来的材料幅度会出现正、负误差。在通过模具的导向柱时,材料过窄就会产生间隙,发生抖动,使送料的精度下降。在通过模具的导向柱时,材料过宽会被压缩变形,也会严重降低送料精度。
(七)方矩管卷材都是由很宽的压延钢板卷曲而成的,相对来说靠近中央附近的精度比较好,幅宽方向的两端呈现逐渐变薄的现象,厚度的精度明显变差。此时,幅宽精度比较差的卷材也会影响送料精度。
山东矩形管厂家解析方矩管热处理怎么弯才能不皱
首先,方矩管我们来看要弯的管子是什么样的,既然是手工折弯,就不可能是无限制的什么钢管都可以。管子的直径管子的壁厚都很重要,重要的是,尽量选用符合GB8162或者8163的无缝钢管。越是壁薄的管子越容易弯断,但是壁厚太厚了弯起来会很吃力,方矩管要比有缝钢管更容易成功折弯。在折弯钢管前,我们需要准备一些砂子,还有两个堵头。先用一个堵头封堵住管子的一头,再往钢管里面灌满细砂,再用堵头把钢管另一头封堵住。
这样,在折弯的时候能保证管子不折瘪,保持 的圆度。封堵管子头的时候, 用钢钉钉几个凹坑,确保在折弯的时候堵头不脱落。然后呢,我们在折弯前,把管子要折弯的地方在燃气灶上烧一会儿,让管子硬度降低变得软一些,更容易折弯。烧的时候要转动,确保管子一圈都烧软。
如何手工折弯方矩管 接下来,我们根据方矩管要折弯的形状尺寸准备滚轮,把轮固定案板上,一手拿住钢管的一端,另一只手握住另一端,要折弯的部位靠在滚轮上,用力轻轻的折弯,就可以很轻松的弯成我们需要的弧度了。如何手工折弯钢管当然,折弯后你会发现,尽管我们采取了好多措施,但是终弯成的钢管弧度比机器折弯的或者铸造的还是有些差距的。
您在找相关 方管产品信息吗?我们公司有您所需要 方管的价格、行情、图片、参数、视频等详细资料,如有任何疑问 敬请垂询,我公司将竭诚为您服务。
热镀锌方矩管贴心售后,鑫杰物资有限公司(增城分公司)为您提供热镀锌方矩管贴心售后产品案例,联系人:于经理,电话:0635-8590088、18106351991,QQ:491146619,发货地:长江路于新东环交汇处。








