以下是:紫铜止水带厂家发货快的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 按距离 |
|---|
| 是否厂家 | 是 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 材质 | 紫铜 |
|---|
| 牌号 | T2 |
|---|
| 厚度 | 1.0mm/1.2mm/1.5mm |
|---|
紫铜止水带厂家发货快,云南省普洱市广硕橡塑制品专业从事紫铜止水带厂家发货快,联系人:李经理,电话:18331833482、18331833482,QQ:2149993629,发货地:滨湖新区北田村发货到云南省 普洱市 ,以下是紫铜止水带厂家发货快的详细页面。 云南省,普洱市 普洱市有4A级景区7个,3A级景区15个。有1个湿地公园,3个森林公园,18个自然保护区,保存着全国近三分之一的物种,有“云南动植物王国的王宫”之称。有中老铁路、昆曼大通道穿境而过,高速公路里程585千米,有普洱思茅、澜沧景迈2个机场。
想要更直观地了解紫铜止水带厂家发货快产品的细节和特色?我们为您制作了视频,它将带您进入一个比文字更加鲜活的世界。
以下是:紫铜止水带厂家发货快的图文介绍
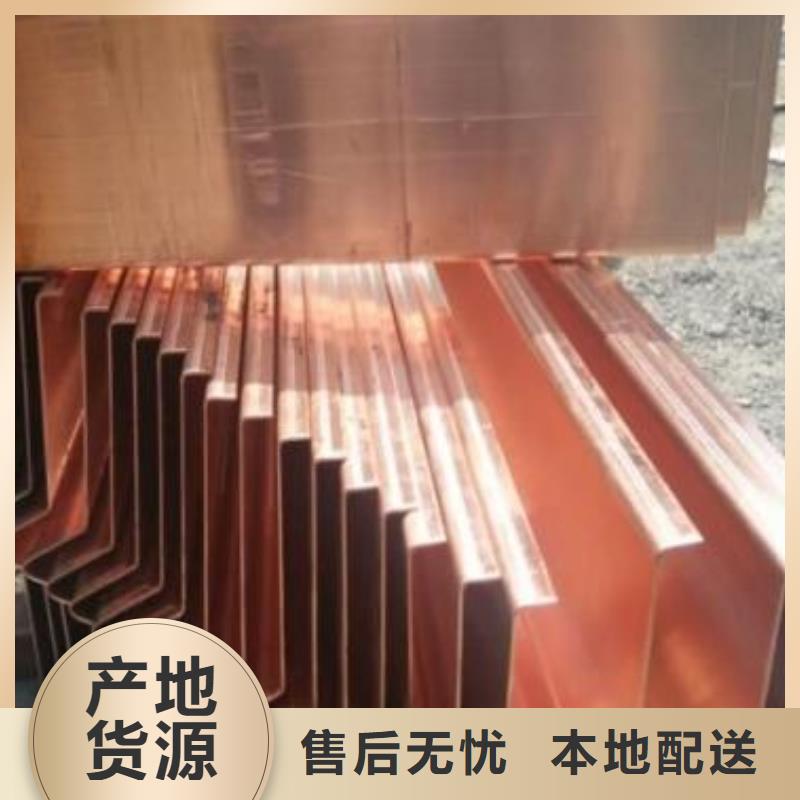
热轧是紫铜片止水带生产中铸锭开坯的主要。充分利用紫铜片止水带在高温条件下具有优异的塑性这一特点,从而以较小的轧制力实现较大程度的变形。热轧的铸锭一般由半连续、连续铸造或铁模铸造提供。铸锭规格的选择应考虑产品的品种、规格、生产规模、轧机设备条件及铸造方式等。
铸锭的厚度一般与轧辊的直径之比为1:(3.5~7),同时不超过轧机的开口度;在设备、工艺条件允许的情况下增大铸锭的厚度,可以生产效率和成品率。铸锭宽度通常等于或数倍于成品宽度,并适当考虑宽展量及切边量;一般铸锭宽度还应控制在轧辊长度的80%以内。
铸锭的长度在满足终轧温度及辊道长度的条件下,尽量增加铸锭的长度,以生产效率和成品率。中小型铜加工厂铸锭规格一般为(60-150)mm×(20-450)mm×()mm,锭重为1.5~3.0t;大型铜加工厂的铸锭规格一般为(150~250)mmx(620~1250)mmx(2400~9000)mm,锭重为4.5~20t。
热轧机一般为两辊轧机,轧辊润滑釆用水或乳液。热轧加工率一般为90%~95%。由于热轧后带坯需要铣面,因此热轧带坯的厚度不宜太薄,一般为9~16mm。紫铜片止水带铸锭的加热温度通常根据合金材料的高温性能曲线确定,加热时间则根据加热炉的情况、铸锭大小和装炉量确定,应保证铸锭加热温度均匀。



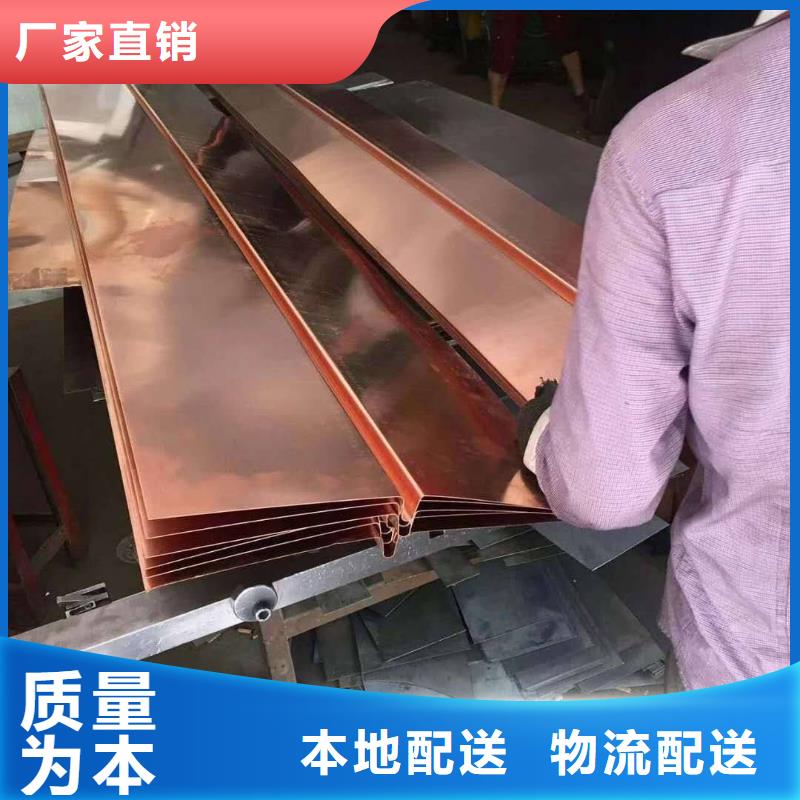
气焊时,常采用左焊法,这有利于防止金属过热和晶粒长大的倾向;但是,当焊件厚度大于6mm时,则采用右焊法。右焊法能以较高的温度加热紫铜焊件,此外便于观察熔池、操作方便。10*1包塑紫铜管在焊接前,先检查设备状况,再根据焊件厚度、喷嘴孔径调节好流量、钨极伸出长度(一般在6~10mm之间)、焊接电流等参数,焊喷嘴与焊件距离约在8~15mm之间。
焊炬与焊件的角度,应便于观察熔池及添加填充焊丝。平对接焊时,焊炬与焊件间的夹角为70~80,角接焊时则为35~45。焊丝与焊件间的夹角为10~20钨极手工氩弧焊时,一般采用左向焊法。焊炬应均匀、平稳地向前做直线运动,并保持恒定的电弧长度。
在不添加焊丝的对接焊时,弧长为1.0~2.0mm;添加焊丝的对接焊时,弧长在4~7mm之间。焊炬移动时,可作简短的停留,当达到一定的熔深后,再添加焊丝、向前移动。铜管具备坚固、耐腐蚀的特性,而成为现代承包商在所有住宅商品房的自来水管道、供热、制冷管道安装的。
10*1包塑紫铜管是可以改变形状的,因为铜管可以弯曲、变形,它常常可以做成弯头和接头,光滑的弯曲允许铜管以任何角度折弯。铜是易连接的,铜是的。不渗漏、不助燃、不产生有体、耐腐蚀。重量较轻,导热性好,低温强度高。



普洱广硕橡塑制品主要经营: 钢边止水带。为使产品更加符合客户需求,公司实行一套完整标准的售前,售中,售后服务。我们公司始终遵循“质量为主,客户至上,诚信为本”的经营理念。致力于提供高品质的产品,完善的售后服务,快捷的供货。无论您身处何方,都能感受到我们工作人员迅捷优良的服务。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户依赖。欢迎新老客户来电咨询。



选购紫铜止水带厂家发货快来云南省普洱市找云南省普洱市广硕橡塑制品,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李经理-18331833482,{QQ:2149993629},地址:滨湖新区北田村。
![[普洱]广硕橡塑制品名片](http://ypmimg.huaer.cc/UploadImg/2413/new_card.jpg "[普洱]广硕橡塑制品名片")