| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家 | 上沅工程技术有限公司 |
| 规格 | 规格齐全 |
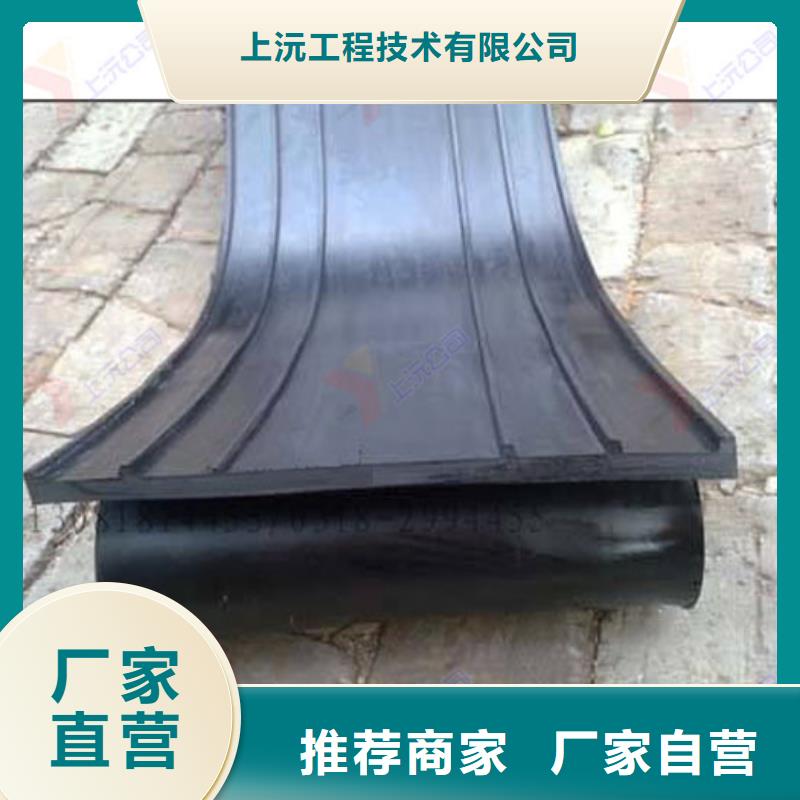
| 颜色 | 黑色 |
| 材质 | 橡胶制品 |
| 型号 | 型号齐全 |
| 品牌 | 上沅 |


金华上沅工程技术现在将以客户为关注焦点,坚持“以可持续发展为导向,创新求实;以满足 球型(形)钢支座客户为永远追求,信誉至上”的企业宗旨,开拓创新,在合作中不断进取,与时俱进,加强改进,开创更加辉煌的明天。 经营理念:以人为本,开拓创新,持续改进,追求卓越。 质量方针:弘扬品质精神,构建完善的 球型(形)钢支座质量管理体系,把品质战略贯穿于公司工作的各个细节中。



在已打磨光滑的钢边两面涂刷橡胶与金属粘结剂。在加工打磨钢板橡胶止水带连接端头的同时预热橡胶止水带的熔接模具好,预热时间按电热丝的发热功率约在30分钟。目的是将模具温度控制在140~150℃度之间。当温度计显示模具温度已到140~150℃即可进行后续步骤。把需要熔接钢边橡胶止水带两端头按步骤2搭接放入橡胶熔接模具底模的中间,连接处放满生胶片。按模具的对中孔洞,轻轻放置熔接模具的顶模。在安放模具顶模的过程中要避免生胶片和熔接端头的跑位,如果过程中钢边橡胶止水带需熔接的两端头跑位,需重复此步骤,确保熔接两端头的正确位置。用千斤顶将安放好的顶模具加压。此步骤注意的是: 次千斤顶加压压力不要过大大,加压至模具顶模和底模之间距离在2cm左右。待熔接钢边橡胶止水带的生胶片硫化一段时间,约5~10分钟后再进行千斤顶的二次加压。




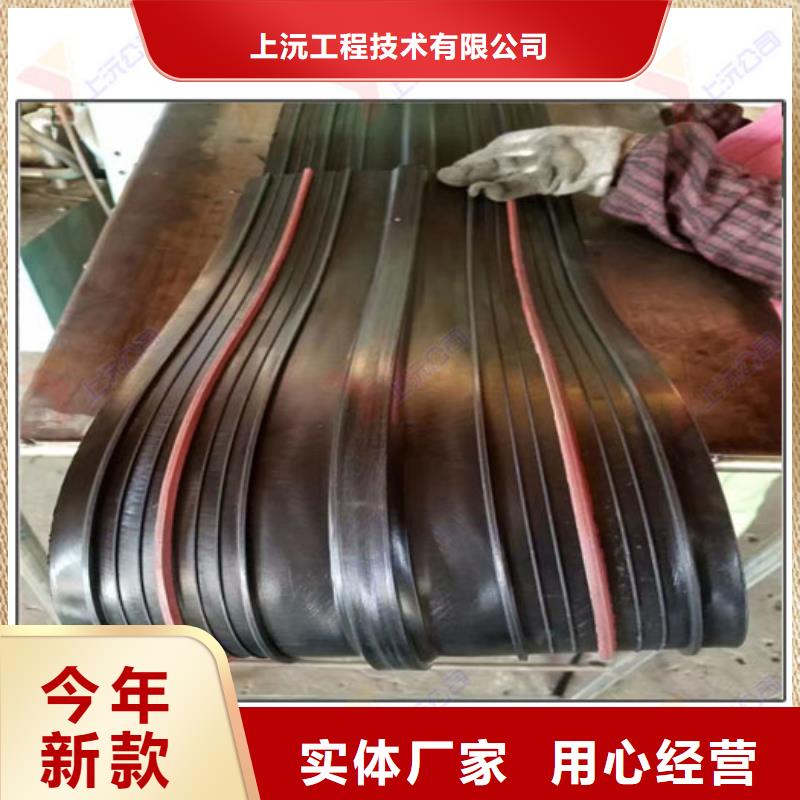
1)对相邻两段的钢边止水带的端部橡胶部分进行打磨,该橡胶部分的中间弹性胶圈圆环;
2)将所述的相邻两段钢边止水带的端部粘结;
3)将所述的相邻两段钢边止水带的粘结端部的钢边部分铆接。进一步还包括以下步骤:
4)将铆接的钢边止水带用型钢的粘结端部用型钢夹板按设计位置固定,并在该粘结端部浇筑混凝土;
5)混凝土凝固强度达到2.5Mpa后,拆除所述的型钢夹板。其中,所述的步骤2)包括具体步骤如下:
1)使用工业用橡胶胶水将所述的钢边止水带的两端粘结;
2)用锤敲打所述的钢边止水带的粘结端部,使该钢边止水带连接牢固。进一步,所述的步骤2)还包括以下步骤:
3)将所述的钢边止水带的粘结端部用型钢夹板固定,然后待胶水将该两段钢边止水带粘牢后,拆除所述型钢夹板。此外,所述的步骤1)中的相邻两段钢边止水带所需连接的端部的橡胶部分打磨长度范围为200mm以上。


![[金华]上沅工程技术名片](http://ypmimg.huaer.cc/UploadImg/overDate/new_card.jpg "[金华]上沅工程技术名片")