以下是:6+6耐磨堆焊板厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 600/平米 |
|---|
| 发货期限 | 1天 |
|---|
| 供货总量 | 50000 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1平方 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 多麦金属 |
|---|
| 产品规格 | 1400*3400 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 支持 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 适用领域 | 矿山 机械 水泥 火电厂 |
|---|
6+6耐磨堆焊板厂家,河北省秦皇岛市【多麦金属】高锰耐磨耐候钢板生产厂家为您提供6+6耐磨堆焊板厂家,联系人:朱经理,电话:13821827773、13821827773,QQ:1946909636,请联系河北省秦皇岛市【多麦金属】高锰耐磨耐候钢板生产厂家,发货地:经济技术开发区创业大厦B塔310发货到河北省 秦皇岛市 海港区、山海关区、北戴河区、昌黎县、抚宁区、卢龙县。 河北省,秦皇岛市 秦皇岛市地处中国华北地区、河北省东北部,南临渤海,北依燕山,东接辽宁,西近京津,地处华北、东北两大经济区结合部,居环渤海经济圈中心地带,距北京280千米,距天津220千米,是首都经济圈的重要功能区。秦皇岛因秦始皇东巡至此派人入海求仙而得名,京山、京秦、大秦、秦沈、沈山5条国铁干线在此交汇,津秦铁路客运专线、京沈高速、沿海高速、承秦高速贯通全境。山海关区是国家历史文化名城。
想要全面了解6+6耐磨堆焊板厂家产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:6+6耐磨堆焊板厂家的图文介绍


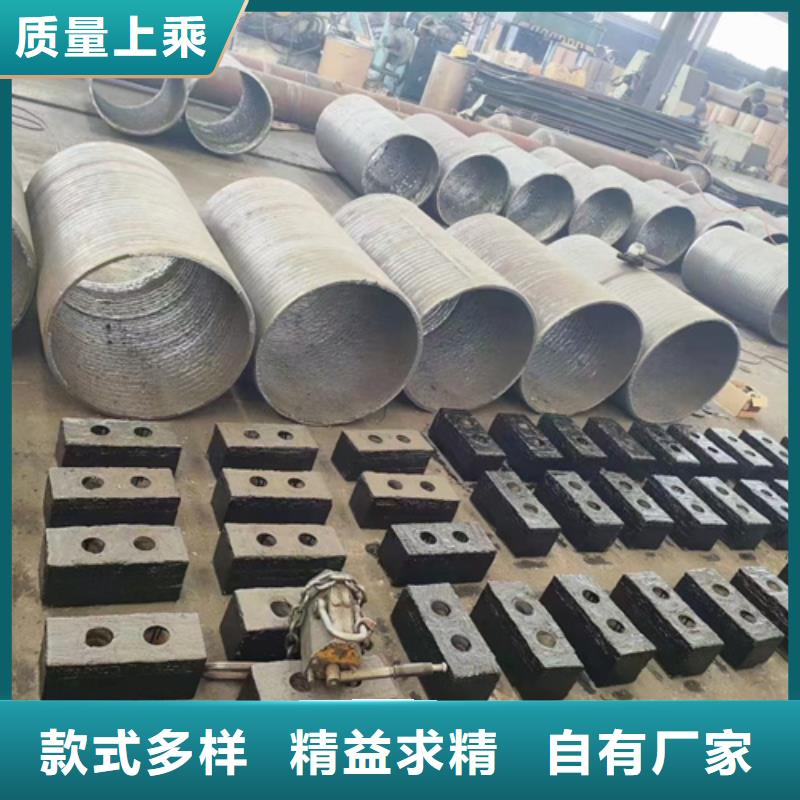
双金属钢板广泛的应用于石油、附近化工、附近机械、附近能源、附近核电等行业,生产中较易出现以下表面质量问题:1、附近轧制压坑对中时中夹板与中板边部摩擦,造成边部毛刺等飞溅到中板表面,形成表面轧制压坑。2、附近炉底辊压坑炉底辊受到高温气体和载荷等多重作用,极易出现表面结瘤,造成中板下表面压坑。3、附近矫直机压坑矫直过的碳钢氧化皮,在矫直双金属钢板过程中易形成中板表面压坑。措施:1、附近轧制压坑对于10mm以上的厚规格中板轧制时,待钢板咬入轧机后应打开夹板,减少夹板与双金属复层钢板边部的摩擦,避免边部毛刺等的压入。2、附近炉底辊压坑炉底辊材质,将原来的耐热合金炉底辊 换车管石棉辊。3、附近矫直机压坑生产中双金属钢板前检查矫直辊子是否粘结铁鳞,并及时进行清理。复合耐磨钢板


6+6耐磨堆焊板厂家
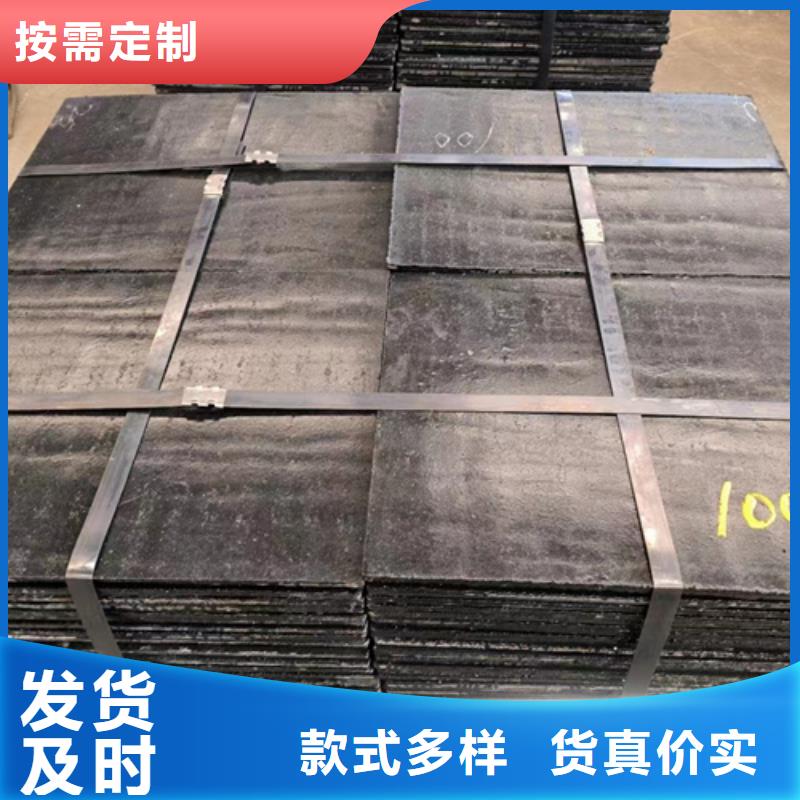
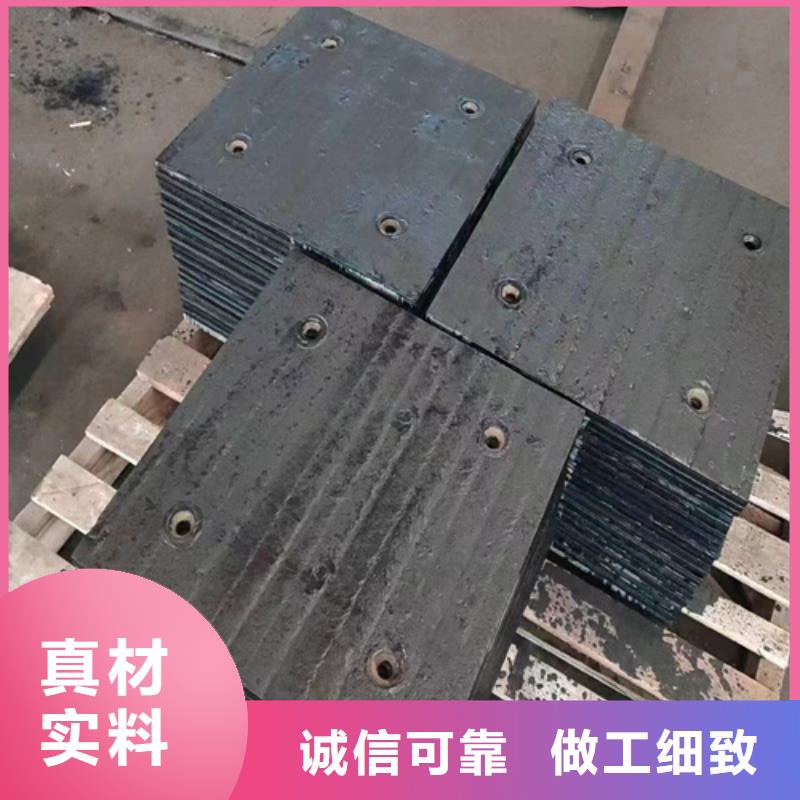
堆焊工艺方法在堆焊前先将明弧堆焊焊丝穿过送丝轮和导电嘴,焊枪接电源正极,基材接电源负极,通电后焊丝先与基材之间形成电弧,随焊枪摆动向前焊接,电弧开始在焊丝与基材之间产生,进人稳定焊接过程。在堆焊过程中,焊枪的摆动宽度应大于焊丝直径的4倍以上,以避免摆动过宽造成焊道两侧熔深过大,摆宽过窄造成成形不良。堆焊过程中的易损件,如导电嘴、送丝轮应及时更换,否则会导致送丝不畅,而产生断弧。焊丝的干伸长度要适中,不能过长或过短(一般25mm)。过长会导致焊道不直,影响焊缝成形;过短会导致断弧,影响连续焊接和板的质量。在实际的生产过程中,我们采用四头堆焊板工艺,同时用四台焊机堆焊。采用这种方法能提高生产效率,降低成本。如堆焊规格为1500mmx3500mm的Q235钢板,当选用2.8mm焊丝,堆焊4mm厚度时,大约只需要3.5h,一人操作即可完成整张板的焊接。同时焊接过程中采用压力水冷技术,既可提高冷却速度,也可提高板的硬度和。焊接速度的选择:从堆焊成形角度讲,焊接速度太小时,由于线能量过大熔化了较多的金属,使熔化金属向焊缝两边流淌,影响焊缝成形,同时容易造成边缘部分与基材间产生未融合的缺陷;焊接速度太大时,会使堆焊层中间下凹或者薄厚不均匀。通过多次试验,我们选择的焊速一般在10~15mm/s之间,随着焊接电流的增加,焊速也略有增加。此外,焊速还影响堆焊层厚度,焊速越快,堆焊层越薄。所以在实际堆焊时,应综合考虑多方面因素来选择焊速。复合耐磨钢板
6+6耐磨堆焊板厂家,河北省秦皇岛市【多麦金属】高锰耐磨耐候钢板生产厂家为您提供最新6+6耐磨堆焊板厂家产品案例,联系人:朱经理,电话:13821827773、13821827773,QQ:1946909636,发货地:经济技术开发区创业大厦B塔310。
![[秦皇岛]【多麦金属】高锰耐磨耐候钢板生产厂家名片](http://ypmimg.huaer.cc/UploadImg/3865/new_card.jpg "[秦皇岛]【多麦金属】高锰耐磨耐候钢板生产厂家名片")