| 产品参数 | |
|---|---|
| 产品价格 | 电联/米 |
| 发货期限 | 3-7天 |
| 供货总量 | 99999 |
| 运费说明 | 电联 |

不锈钢防撞护栏的主要施工方法:1.施工前应进行现场放样,准确计算各构件长度。2. 根据各种构件的长度,下料长度准确,下料长度允许偏差为1MM。3.选择合适的焊接工艺、焊条直径、焊接电流、焊接速度等,并通过焊接工艺试验进行验证。4. 脱脂去污处理:焊接前检查坡口及装配间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则,应使用三氯乙烯、苯、汽油、中性洗涤剂或其他化学品用不锈钢丝细刷刷洗。如有必要,可在焊接前用角磨机打磨金属表面。5. 焊接时应选用较薄的不锈钢焊条(焊丝)和较小的焊接电流。焊接时,构件间焊点应牢固,焊缝饱满,焊缝金属表面焊接波应均匀,不得有裂纹、夹渣、焊、烧穿、弧坑、等缺陷,焊接区域不得有飞溅物。6. 杆件焊接装配后,对无明显凹痕或较大凸出焊道的焊缝可直接进行打磨。对有凹凸浮渣或大焊道的焊缝,用角磨机打磨,打磨后进行打磨。
<吕梁>宏达友源金属制品有限公司
 <吕梁>宏达友源金属制品有限公司
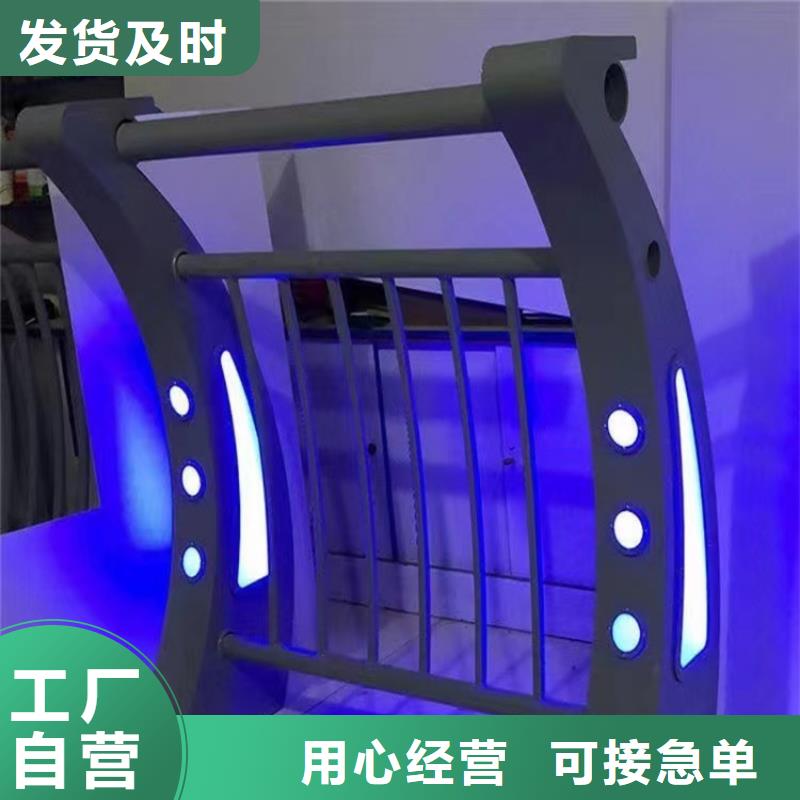
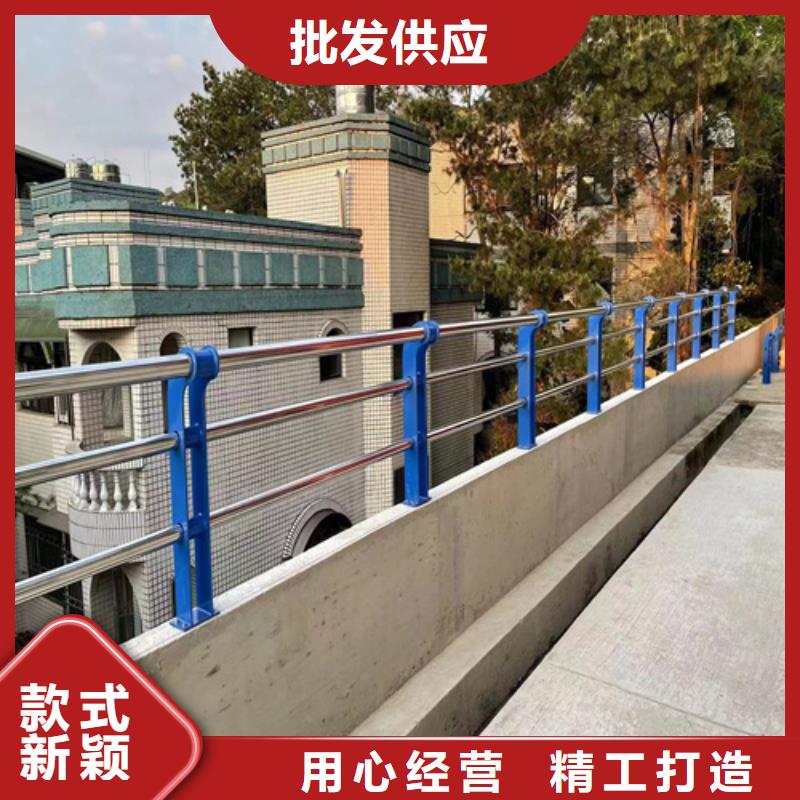
吕梁优惠的景观防撞护栏 品牌厂家
<吕梁>宏达友源金属制品有限公司
吕梁优惠的景观防撞护栏 品牌厂家
防撞护栏施工要做到标准化,就必须从前期施工准备、钢筋制作与安装、支立模板、浇注混凝土到后期混凝土养护等各个施工环节都严格按照施工工艺和质量控制要点进行施工,才能确保高质地完成防撞护栏施工。一、施工控制要点:1、测量控制点按照每5m设置一个,为标高及线形的控制打好基础,然后将防撞栏范围内的混凝土进行凿毛并清理干净。2、钢筋加工尺寸要精准,安装时采用定位架法进行安装。根据设计图中2、3号钢筋的位置、角度和尺寸分别制作定位架,采用定位架配合控制点的做法使防撞栏钢筋的标高和线形得到了有效的保障,钢筋保护层合格率可保持在90%以上。


铸铁支架工艺:砂模成型-浇铸-半成品成型-喷砂处理-喷漆-成品特点:生产环节较少,道路防撞护栏生产过程304不锈钢复合管易,批次产量大。b現场电员禁绝脱离岗位,厂家生产不锈钢复合管防护护栏行业的具体用途并常常查看:发电机作业功能是否,做到专人专管。确保施工用电。U桥梁伸缩缝为满足桥面变形的要求,通常在两梁端之间,梁端与桥台之间或桥梁的铰接位置上设置伸缩缝。F强烈相同关于宽桥面或具有切割带的多车道桥梁相对桥梁防撞栏杆高度及端面尺度可略大些,以添加严肃稳健感,桥梁防撞栏杆外型与周环境调和桥梁防撞栏杆外型也通常表现了桥梁所在地的地域个性和个性。区域的桥梁桥梁防撞栏杆上常有教个性的图画;的桥梁栏板上雕有标志不祥的孔雀。zH为保证稳定性,级以上大风,大雨,桥梁立柱-防撞桥梁护栏-焊接桥梁护栏-喷塑桥梁护栏-不锈钢桥梁护栏-山东宏达友源护栏工程有限公司大雾和大雪天暂停装,拆模作业。模板接缝采用塑料胶带粘贴于模板接缝处防撞栏杆,模板之间采用包厢灯光护栏运转的基础知识螺丝扣紧,模板與铺装层接缝采用海绵材料进行填缝,保証接缝严密,不漏浆,不污染。安装模板时,严格错台现象。
![[吕梁]宏达友源金属制品名片](http://ypmimg.huaer.cc/UploadImg/2678/new_card.jpg "[吕梁]宏达友源金属制品名片")