| 产品参数 | |
|---|---|
| 产品价格 | 18000 |
| 发货期限 | 24h |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 最小起订 | 1 |
| 质量等级 | 优级 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMGSX-500 |
| 发货城市 | 长葛 |
| 产品产地 | 河南 |
| 可售卖地 | 全国 |
| 型号 | GB4240 |
| 功率 | 4kw |
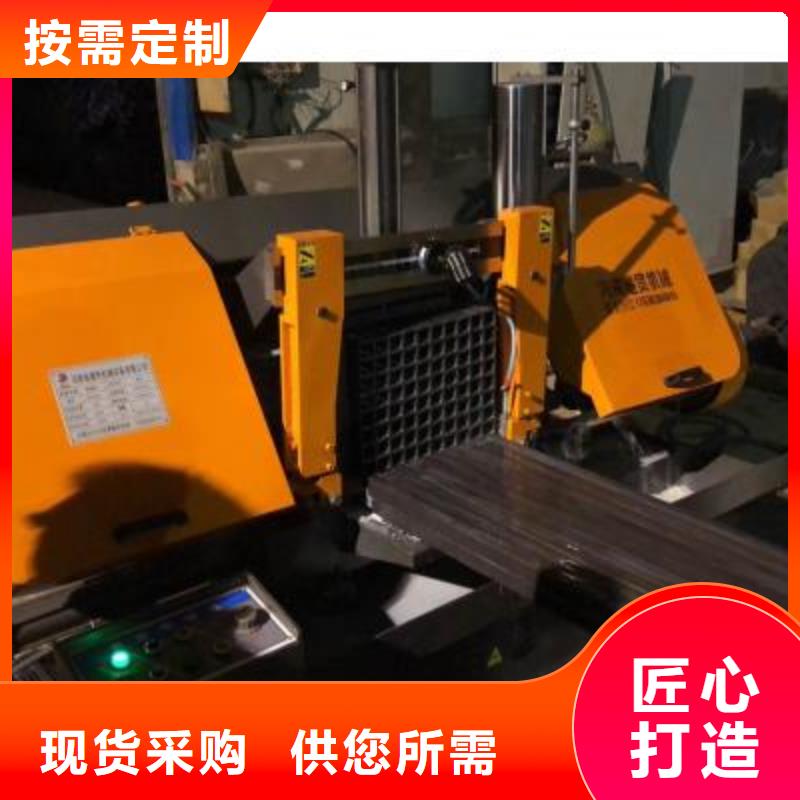
| 名称 | 金属带锯床 |
| 材质 | 金属 |
| 品牌 | 河南建贸机械 |

主要技术参数
1、 锯削范围(高*宽) ¢420×450 mm
2、带锯条规格(长*宽*厚)4750×41×1.3mm
3、锯切速度25-75 M/min
4、进给速度 无级调速
5、主电机功率4.0KW
6、油泵电机功率1.5KW
7、水泵电机功率0.04KW
卧式数控金属带锯床基本特点
1)液压送料,龙门带锯床定制,一次送料长度为400mm,龙门带锯床定制,可往复送料。可根据用户要求选定长度。
2)带锯条快速接近工件并自动转入工进锯切速度,抬锯高度随工件大小自动调整,在自动循环过程中可省去很多空车时间。
3)自动计数并显示锯切段数及送料长度。
4)通过设定送料机构的定尺挡块的位置来设定长度,而定尺挡块的位置由数字位置显示器准确地显示出来。
5) 采用光栅尺定位,定位精度高,工件误差小于0.2mm。
6) 具有锯条断带停机等防护,龙门带锯床定制,操作更,龙门带锯床,避免操作人员意外。
建贸的锯床产品是高质量的工具。为了确保蕞佳性能和使用寿命, 建议选择适当锯条、正确的磨合以及合理的操作程序是极其重要的。

用户依据带锯床设备说明书断定每台数控锯床的光滑部位和光滑点,怎么更好的光滑坚持设备清洁定期给设备加油光滑。
严厉依照设备指定油脂商标用油,光滑材料及掺配油品有必要经查验合格,光滑设备和加油用具有必要坚持清洁无异物。
带锯床每天锯切前的保养操作:查看带锯条,保证被正确的涨紧动轮上;
查看钢丝刷与带锯条接触是否恰当;金属带锯床保养:带锯条设备、锯架铰接轴、主被迫轴承加满黄油光滑。金属带锯床保养:更换光滑油。钢刷传动座注油嘴用油枪注入光滑脂3六个月的保养新金属带锯床在开始运用6个月,为使锯床坚持杰出运转状况,请更换。
近年来随着科技的进步和发展很多的施工现场桩基钢筋笼越来越多的采用套丝搭接的方式进行,传统的焊接搭接慢慢的被淘汰。因而如何处理套丝搭接问题成为了很多施工方头疼的问题。数控钢筋锯切套丝打磨生产线是专门为处理套丝搭接问题而专门设计的一种数控钢筋加工智能化设备。带大家了解一下广州数控钢筋锯切套丝打磨生产线具体是如何处理套丝搭接问题的。1、数控钢筋锯切套丝打磨生产线首先对原材料钢筋进行定尺的锯切,在数控屏幕上设置需要锯切钢筋的长度,原材料钢筋使用行吊放到原材料放料架上等待锯切。2、原材料钢筋工人手动拨到运料轨道上,钢筋自动被运送到锯床进行锯切工作。3、原材料钢筋在锯床部位被锯切成指定长度后再通过运料轨道被运送到锯切完毕的半成品储料仓里等待套丝。4、半成品储料仓里的钢筋被一根一根的翻转到套丝轨道上,分别进行两个端头的套丝。5、两个端头套丝完毕的钢筋被翻转到打磨轨道上进行两个端头的打磨。6、两个端头打磨完毕的钢筋被翻转到成品储料仓里等待取用。由上可见,整个的生产流程中使用人工的地方非常少,因而数控钢筋锯切套丝打磨生产线越来越多的出现在了施工现场。很多的施工方有刚开始的不接受到后来的慢慢喜欢。数控钢筋锯切套丝打磨生产线越来越受到欢迎。在此向施工方要说明的是锯切套丝打磨生产线是对原材料钢筋的两个端头进行处理,而并非是对已经做好的笼子成品进行处理。而且数控钢筋锯切套丝打磨生产线也存在一些弊端,比如占地空间较大,对场地的平整度要求较高等。

锯条性能的差异,好对锯条的速度和锯削速度能实时自动。比如,当锯条弯曲达到系统的一定阀域值时,系统就速度自适应或关闭进给。这需要在原有普通带锯床的基础作较大的改动,如改变原有的液压单元,锯条弯曲监控器等。在原普通锯装配光栅尺进行位置测量,原液压系统不变。控制系统功能设计,包括料仓,储料管理检索,锯件分类管理,锯条弯曲监控,材料压紧,锯条速度,锯削进给速度的自适应控制等。由于锯削的材料为了能同时不改变原液压系统的要求,系统了基于普通电磁阀的位置控制模块。对于普通带锯床而言,由于压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一致性也不好。此外,在改变普通带锯床下料长度时,由于需送料长度标尺,操作也繁琐。

![[广州]建贸机械名片](http://ypmimg.huaer.cc/UploadImg/overDate/new_card.jpg "[广州]建贸机械名片")