| 产品参数 | |
|---|---|
| 产品价格 | 156/米 |
| 发货期限 | 电议 |
| 供货总量 | 1000 |
| 运费说明 | 按距离 |
| 最小起订 | 1米 |
| 是否厂家 | 是 |
| 可售卖地 | 全国 |
| 产品颜色 | 蓝色,灰色,绿色,黄色 |
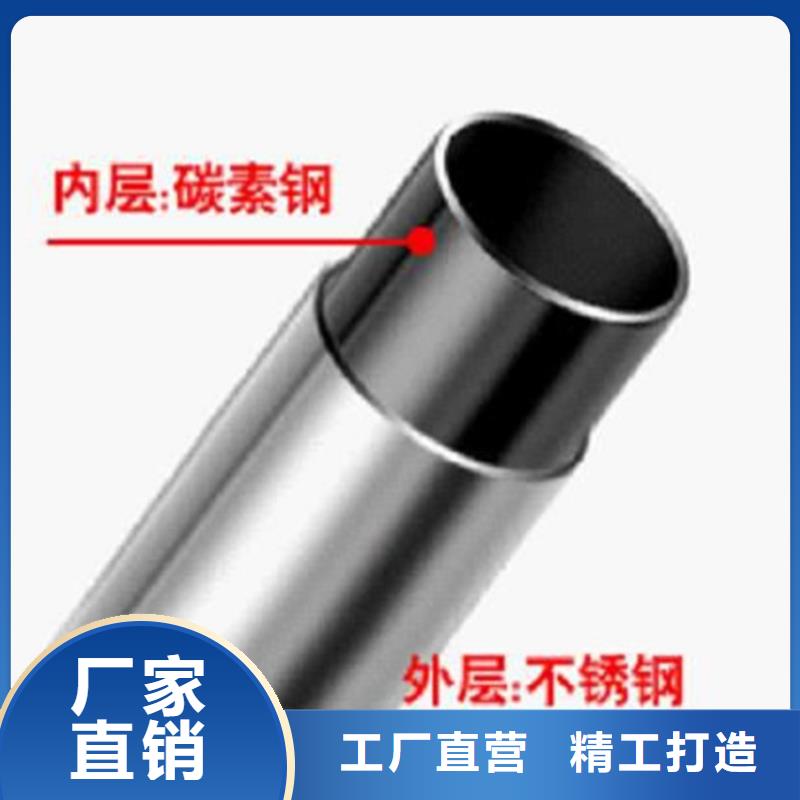
| 产品名称: | 不锈钢复合管 |
| 外皮: | 201 304不锈钢 |
| 内复: | 碳素钢 |
| 材质: | 201 304 |
| 产地: | 山东聊城 |
| 规格: | 齐全 |
| 型号: | 齐全 |
| 用途: | 桥梁 道路 河道 高铁 人行横道 天桥做护栏起到防护作用 |
| 加工方式: | 来图加工,来样加工 |
| 是否可定制: | 是 |
| 是否有现货 | 是 |
| 重量 | 35kg |
| 厚度 | 8mm |
| 规格 | 3000cm |


不锈钢复合管、不锈钢钢管等无缝钢管是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材,广泛用于制造结构件和机械零件。热连轧无缝钢管内结疤缺陷是存在于钢管内表面,类似于黄豆粒大小的凹坑,结疤内大部分有呈灰褐色或灰黑色的异物。
控制措施:喷吹工艺参数。喷吹压力应与毛管直径、长度相配合,既保证吹扫有力,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从毛管内吹走;喷嘴高度应根据毛管直径进行调节,以保证对中良好,长时间停机要拆下喷嘴进行清洗。
吹扫时间应根据毛管直接、长度进行调节,以毛管内没有悬浮的金属氧化物再被吹出为标准。
芯棒润滑。芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取只一次冷却水冷却的办法。
生产过程中需要严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况。氧化物要求在芯棒预穿时处于熔融状态。除氧化物剂粉末粒度一般要求在16目左右;除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在毛管内腔中充分燃烧。
聊城正久金属制品有限公司是一家专门生产不锈钢复合管和桥梁护栏的大型加工生产公司,有专门的生产线和大型数控激光切割机并多次于中铁大型企业进行合作,具有丰富的施工经验,欢迎来厂实地考察参观指导工作,期待与您的再次合作!



延安鑫隆昌金属材料有限公司 专业生产 不锈钢复合管护栏。公司位于纬二路21号。公司秉承“顾客至上,锐意进取”的经营理念,坚持“客户优先”的原则为广大客户提供优质的服务。欢迎惠顾!主要产品有: 不锈钢复合管护栏。 公司一贯坚持“质量至上,用户至上,优质服务,信守合同”的宗旨,竭诚与国内外商家双赢合作,共同发展,共创辉煌!



不锈钢复合管是不锈钢产品中的重要的一种类型,同时又是复合管的一种,它是兼具着两种性质的特征,是更加的稳定和实用的一种类型。不锈钢复合管的制作是比较麻烦的,一般是经过很多的步骤才能够获得成功的,其中不锈钢复合管的焊接是为麻烦的一种,在进行操作的时候需要格外注意。那么不锈钢复合管在焊接的时候要注意什么呢?
不锈钢复合管焊接过程中,工件和焊料熔化形成熔融区域,熔池冷却凝固后便形成材料之间的连接。这一过程中,不锈钢复合管通常还需要施加压力。焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。19世纪末之前, 的焊接工艺是铁匠沿用了数百年的金属锻焊。早的现代焊接技术出现在19世纪末,先是弧焊和氧燃气焊,稍后出现了电阻焊。20世纪早期,随着 次和第二次世界大战开战,不锈钢复合管对军用器材廉价可靠的连接方法需求极大,故促进了焊接技术的发展。今天,随着焊接机器人在工业应用中的广泛应用,研究人员仍在深入研究焊接的本质,继续开发新的焊接方法,以进一步提高焊接质量。



不锈钢复合管工程集输管线选用不锈钢复合管 。该管材属于新一代设计产品,对于输送混合气液有着广泛的应用前景,为先导试验区建设打开新局面由于该新型管材在油田地面建设工程尚未接触,焊接工艺尚未成熟,处于摸索阶段。不锈钢复合管厂对焊接工艺非常重视,积极与业主和设计联系,成立不锈钢复合管焊接工艺领导小组。不锈钢复合管焊接这种新工艺,对焊工更是一种新的挑战,焊工在培训期间非常积极。通过每天的焊件外观检查总结,焊接水平不断提高,培训效果良好,为保证该类管材的焊接质量奠定了良好的基础,同时为先导试验区工程建设打开良好局面,为工程保质保量顺利进行打下坚实基础。
不锈钢复合管对于各种的焊接技术要不断地进行了解,对于焊接的质量要不断地进行去把握,这样的话不锈钢复合管的焊接要是重视起来的话那么不锈钢复合管就会有更大的用处,另外在选择不锈钢复合管的时候要注意看准质量,仔细进行选择,这样的话不锈钢复合管才会发挥出来更好地效果!

![[延安]鑫隆昌金属材料有限公司名片](http://ypmimg.huaer.cc/UploadImg/1976/new_card.jpg "[延安]鑫隆昌金属材料有限公司名片")