| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 3 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 质量等级 | 一级 |
| 品牌 | 鑫中冶 |
| 是否可加工定制 | 是 |
| 计重方式 | 过磅 |
| 规格 | 齐全 |
| 材质 | 碳钢 合金钢 |
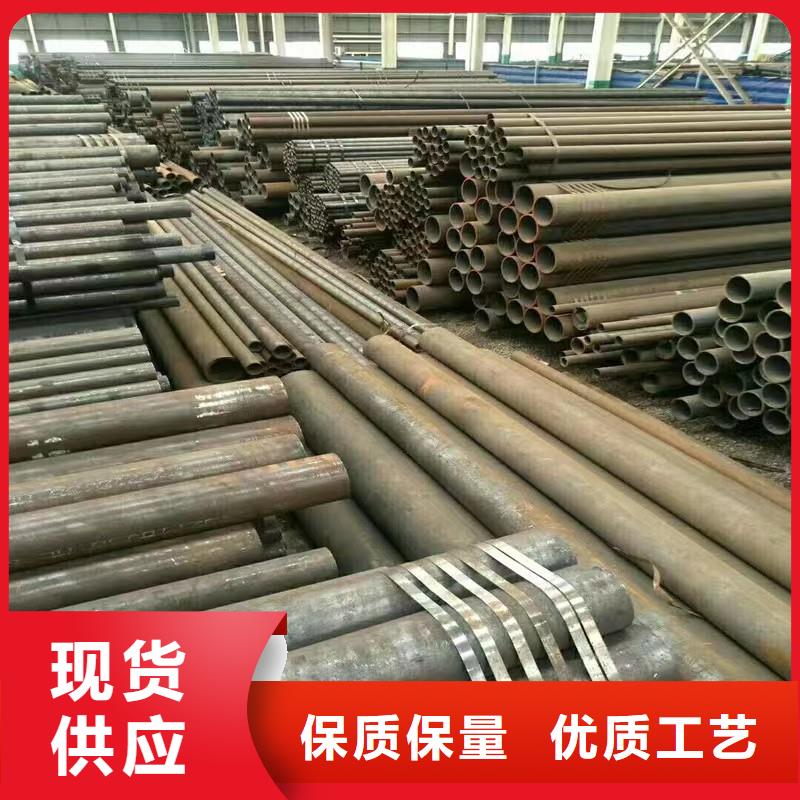
我厂管理体系完善, 异型钢管技术力量雄厚, 异型钢管加工设备齐全, 异型钢管产品性能具有国内先进水平, 异型钢管产品质量居于国内同行业优越地位。优良的 异型钢管产品,完善的售后服务,使我厂树立良好的企业形象,并得到广大用户的一致好评和信赖。
鄂州金海金属材料有限公司服务宗旨:产品质量以优争先,销售服务以诚为本,合同往来以信当荣。



1949年建国初期,我国还不能生产无缝钢管。
当时只有上海,有一点钢管改制设备,但因缺乏热穿孔机械,不能用圆钢生产无缝钢管,又无法从国外进口毛管,只能采用进口或用过的旧无缝钢管改制为其它规格的无缝钢管。
(注:虽然在新中国成立前,日本侵略者曾在东北的鞍山于1935年建了一套生产直径为70-150mm的热轧无缝钢管机组,但是在1945年日本投降后,其设备全部都被苏联拆运到了原苏联现乌克兰的乌拉尔 钢管厂。所以在新中国成立时,我国是不能生产无缝钢管的)



钢材市场新训,无缝钢管价格在冲涨以后重归弱势,不管是钢价的报复性反弹、仍是随后的理性回归跌势,均未能导致下游终端的一点点异心;原封不动的稳步去库存,也没有多少心思向钢厂订更多的资本;保持正常的出售步伐、不缓不急。
国内现货钢市成交依然清淡,注定钢市“金九”传统旺季不旺的魔咒得以连续;不过值得一提的是,所有品种清一色的实现库存下降,也多少反响了国庆长假前终端少许的补货需求存在。无缝钢管价格的持续掉头下行,期钢在底部挣扎无果;根据对后市决心的不足,以及躲避降价危险的担忧,使得钢贸商也不敢有补库存操作;现货市场该缺的资本依然短少,过剩的标准资本依旧过剩着,相安两无事,仅仅纠结了贸易商。下游要的资本抢不到,被扔掉的资本只能静静的躺在库房,诉说着这个变形的供求关系。
连绵连续了30周的去库存常态,依然无法脱节需求疲软、供给压力显着的束缚。继上旬要点钢厂疾速增产以后,中钢协要点钢企9月中旬粗钢日均产值再次小幅回落至178.7万吨,旬环比仅下降0.45%。钢厂盈余的疾速收窄确实是影响到一些钢厂自动增加维修,但是依然挨近180万吨高位水平。分析师指出,近期国内钢厂排产计划有少许下降,样本钢厂开工率也在小幅下降,盈余下降、内部库存增压及资金紧张是钢厂出产热情降温的首要动力。



无缝钢管各地市场行情规整(1.18)
18日廊坊无缝钢管价格:山东57×3.5市价5550元,瑞钢联108×4.5市价5050元,金正阳273×8市价5050元.与上个交易日相比持稳。
18日郑州无缝钢管市场价格:临沂产57×3.5mm市价5160-5330元,108×4.5mm市价5110-5150元,河南产273×8mm市价5280元,暂稳。
18日邯郸无缝钢管价格:泰宗57×3.5市价5150元,瑞钢联108×4.5市价5100元,金正阳325×10市价5180元.稳。邯郸地区出货较差。
18日银川无缝钢管价格:临沂108×4.5市价5150元,包钢219×6市价5200元,包钢377×10市价5300元,持稳。管厂当前开工率较低。
18日包头:无缝钢管山东108×4.5市价5180元,包钢219×8市价4950元,包钢377×10市价5050元。与上个交易日相比持稳。
18日合肥无缝钢管市场价格:临沂产57×3.5mm市价5420元,108×4.5mm市价5210-5250元,新冶特钢377×10mm市价5480元,暂稳。
18日无锡无缝钢管市价稳。57*3.5市价:兴亚6000元、金正阳5350、磐金5660元。108*4.5市价:华润5700元、金正阳5300元、磐金5330元。219*6市价:金正阳5350元、磐金5360元。市场需求偏低,成交不好。



无缝钢管的应用领域很广,很多机械、工程都会使用到,那么它究竟是怎么生产出来的呢?今天就由小编带大家来认识一下无缝钢管的生产方法。
1、减径轧制和定径轧制
虽然在终调整外径的减径轧制和定径轧制方面没有值得特殊介绍的技术发展,但大口径定径机有许多也采用了三辊式定径机。采用三辊的缺点是辊距无法变更,因此机架的台数多,但近出现了辊距可变的轧机,还提出了四辊减径机的想法。今后芯棒式无缝管轧机和定径机及张力减径机的直接连接技术也将引起人们的关注。以上所述的钢管领域中的高合金穿孔用芯棒的开发和芯棒及毛管坯导槽润滑剂的开发等与摩擦学技术有很大的相互关系,因此希望长寿命化技术有进一步的发展。
重庆无缝钢管厂家
2、拉伸轧制
芯棒式无缝管轧机已向大型化和紧凑化方向发展。机架数由7~9机架减为4~5机架,穿孔机和芯棒式无缝管轧所需的能源消耗共计可减少20%左右。在芯棒式无缝管轧机的控制技术中,为减少其后在张力减径机中管端壁厚的切头损失,开发了管端预先减薄成形技术,即用芯棒式无缝管轧机预先将管端减薄的成形技术,并在钢管轧机上首次采用了油压压下装置。
3、穿孔轧制
使用方钢坯的PPM(压力辊穿孔机)已被替换为使用圆钢坯的斜辊穿孔机。圆锥形穿孔机的优点是具有旋转锻造的效果和抑制圆周方向剪切变形的作用,因此可以抑制钢管内面的缺陷,可用于难加工性材料的穿孔,尤其是可以用于扩孔和薄壁穿孔。采用普通穿孔机时,壁厚/外径比(T/D)的极限为大约6%,而采用圆锥形穿孔机时能进行T/D为3.2%的薄壁管穿孔。
![[鄂州]金海金属材料有限公司名片](http://ypmimg.huaer.cc/UploadImg/overDate/new_card.jpg "[鄂州]金海金属材料有限公司名片")