| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 双方协商 |
| 供货总量 | 按订单生产 |
| 运费说明 | 5天发货 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等 |
| 连接方式 | 法兰连接 |

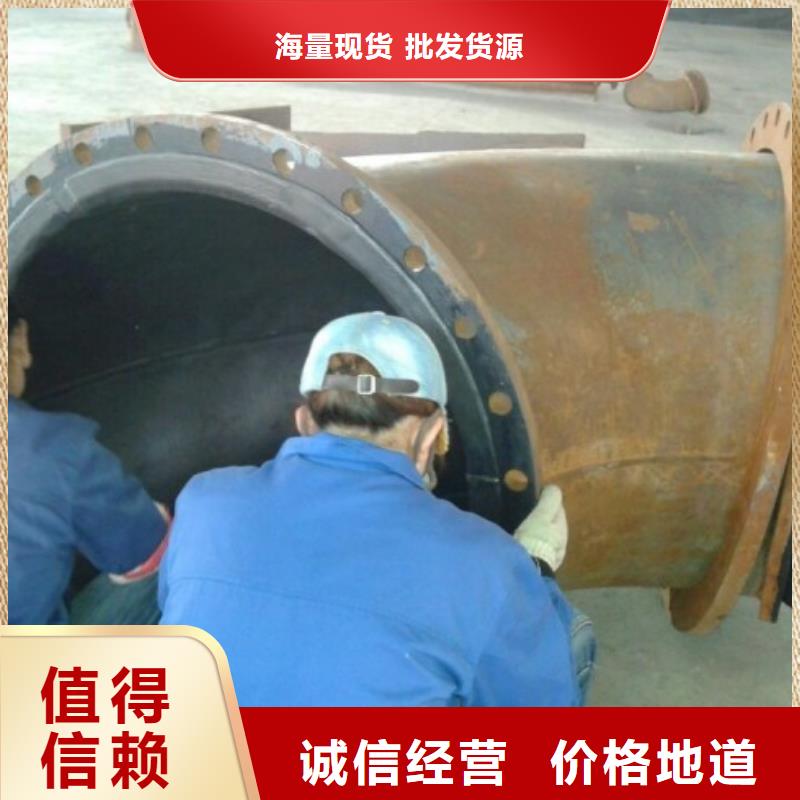
衬胶管皮带头尾轮衬胶、矿浆输送管道的衬胶、旋流器分配器及沉砂槽衬胶、浮选机槽体衬胶、磁选机筒体衬胶、沉淀池槽体衬胶、以及其它漏斗、料仓耐磨衬胶等。
衬胶管用于矿山原矿、精矿、尾矿矿浆输送管路,燃煤电厂输灰管路,化工系统中带有固体颗粒的液体输送管路,适用于酸碱盐油,固体、粉体、气体、液体输送环境。衬胶管衬胶层采用耐温性能优异的丁基橡胶、三元乙丙胶、氯磺化聚乙烯氟橡胶等,管道可在140℃的腐蚀环境下连续工作。衬胶管的接头方式有多种,施工中灵活选择接头方式,能提高工程的进度。
衬胶管是绝缘体,绝缘性能好,可地应用于电线路密集区和多雷区。钢管、铸铁管表面极易生锈,对输送介质会产生污染,因而,常需对其表面进行特殊防锈、除锈处理;衬胶管由于是由非金属材料制成,表面不会生锈,无需处理,不会污染水质。衬胶管内壁洁净光滑,难以被海水或污水中各种生物污染蛀蚀。
衬胶管道工艺流程:
设备及管件需喷砂除锈达到Sa2.5级,用压缩空气吹净表面浮尘,然后涂刷一遍底胶浆。
设备缺陷处理→二次胶浆涂刷→三次胶浆涂刷贴衬→中间检查→硫化→成品检查→成品→修理
洛阳纵横机械制造有限公司专注从事脱硫衬胶管道,衬塑管道,脱硫管道,衬胶钢管,衬塑钢管的研发和生产,专业为客户提供优质的耐磨防腐管道产品及技术服务。公司多年逐步发展为大型高新技术企业,专业生产衬塑管道,衬胶钢管,衬胶管道,耐磨衬胶管道,脱硫衬胶管道及各种防腐耐磨管件.质量可靠,性价比高。


衬胶钢管特点:
1.高的耐冲击性 橡胶会在冲击下变形,吸收颗粒的动能,然后以反弹的形式将大部分能量回传颗粒,减少冲击力,大的提高了使用周期;
2.耐磨性能优良 衬胶管的橡胶衬里可根据耐磨的需要进行选择,适用于磨耗大的环境;
3.防腐性能好 衬胶管道的橡胶衬里可根据防腐的需要进行配方,适用于腐蚀性高的环境,橡胶衬里可耐受各种酸、碱、盐、海水及污水等的腐蚀,可在复杂苛刻的化学腐蚀环境中使用;
4.温度适应范围广,可以在-40度——+110度的范围内长期使用,衬胶层不会因温度变化而与钢架脱开;
5.运行阻力小,减少能耗,本公司生产的衬胶钢管橡胶层光滑、平整;
6.钢管的选择适用于各种压力的需要,同时起着保护衬胶体的作用;
7.重量轻,易安装,维护和运输方便,衬胶钢管的钢架仅起承压作用,可减薄到低承压程度,衬胶钢管因使用周期比钢管提高若干倍,周期期内年平均投资低,又因重量轻,可节省支架费用,阻力消耗小节省运行费用,衬胶管的综合成本相应大大减少,可为用户节省大量资金。
8.可循环使用 钢管仅需一次性投资,可将用过的旧钢管修补后衬上胶继续使用,每衬一次胶相当于金属管周期的4-5倍。
我们供应的衬胶管道产品所使用的橡胶种类有:天然软胶、天然硬胶、丁基橡胶等。



南宁纵横机械制造有限公司专注生产加工 衬胶管厂家, 拥有十多年生产经验。本公司是您优选的商业合作伙伴! 公司以“质量为本、客户至上、精益求精”为指导,通过人才培训,设备更新,技术革新,产业升级等一系列措施,并运用成熟的工艺、科学的管理使公司成为一家具有j i强竞争力的企业。 我们将以优的产品、真诚的服务与各界合作伙伴携手共进,共谋发展!



硫化制造技术要求:
1)安装硫化封头后:
密封面的衬胶层及密封圈须用模压硫化工艺生产。不应有径向贯通划痕。
硫化封头密封性好,须能保压0.6MPa以上。
2)硫化三要素:
按照作业指导书规定时间、温度、压力硫化,硫化工作必须严格依照材料的硫化曲线进行操作。
3)内衬固化后:
固化橡胶检验和接收后,紧接着要进行修整。应当磨去瑕疵和表面杂质以得到光滑、规整的表面。
粘接强度硫化试样及检验:
为了质量控制之目的,应随同正在安装内衬的高压蒸气负载的管子准备一个衬有橡胶并且粘接同一批次生胶板,备用检测粘接强度。粘接强度大于12KN/m,检验方法按GB/T 15254-2014 《硫化橡胶与金属粘接180°剥离试验》的规定执行。
外防腐技术要求(根据甲方要求实施)
1)钢管外壁处理
钢材表面油污,采用喷砂除锈,达到Sa 2.5级(SSPC称近白级),Sa 2.5级正式名称为:“非常彻底的喷射或抛射除锈”,其定义为:钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。
2)三油两布,定型胶、刷胶、缠带。
3)GB 50268和SY/T 0447的要求,对防腐层进行外观、厚度、漏点和粘结力检验。外观、厚度、漏点应在防腐层实干后、充分固化前检验,粘结力可在实干或固化后检验



![[南宁]纵横机械制造有限公司名片](http://ypmimg.huaer.cc/UploadImg/overDate/new_card.jpg "[南宁]纵横机械制造有限公司名片")