| 产品参数 | |
|---|---|
| 产品价格 | 面议 |
| 发货期限 | 包邮 |
| 供货总量 | 5000 |
| 运费说明 | 7天 |
| 产地 | 河北 |
| 品牌 | 上沅 |
| 型号 | 多种 |
| 规格 | 齐全 |
| 材质 | Q345C |
| 颜色 | 灰色/橘黄 |
| 加工方式 | 机加工 |


支座施工钢网架平面安装:1)放球:将己验收的焊接球,按规格、编号放入安装节点内同时应将球调整好受力方向与位置。一般将球水平中心线的环形焊缝置于赤道方向。有肋的一边在下弦球的上半:2)放置杆件:将备好的杆件,按规定的规格布置钢管杆件放置杆件前,应检查杆件的规格、尺寸,以及坡口、焊缝间隙将杆件放置在二个球之间,调整间隙,点固。3)平面网架的拼装应从中心线开始,逐步向四周展开,先组成封闭四方网格,控制好尺寸后,再拼四周网格,不断扩大。注意应控制累积误差,一般网格以负公差为宜。4)平面网架焊接,焊接前应编制好焊接工艺和网接顺序,防止平面网架变形。5)平面网架焊接应按焊接工艺规定,从钢管下侧中心线左边20—30mm处引弧,向右焊接,逐步完成仰焊、主焊\爬坡焊、平焊等焊接位置。6)球管焊接应采用斜锯齿形运条手法进行焊接,防止咬肉。7)焊接运条到圆管上侧中心线后,继续向前焊20-30mm处收弧。8)焊接完成半圆后,重新从钢管下侧中心线右边20-30mm处反向起弧,向左焊接,与上述工艺相同,到顶部中心线后继续向前焊接,填满弧坑,焊缝搭接平稳,以保证焊缝质量。



上善若水,厚德载物,面向未来的发展,自贡上沅工程技术有限公司将一如既往的秉承和谐、拼搏、科学、创新的宗旨,通过进一步强化规范管理、建设精英团队、培育文化、打造优质品牌,保证企业的持续、健康、高速发展。并在此过程中,为客户提供多方位优质 球型(形)钢支座,对内为员工创造良好的成长平台为己任,不断为社会创造价值。



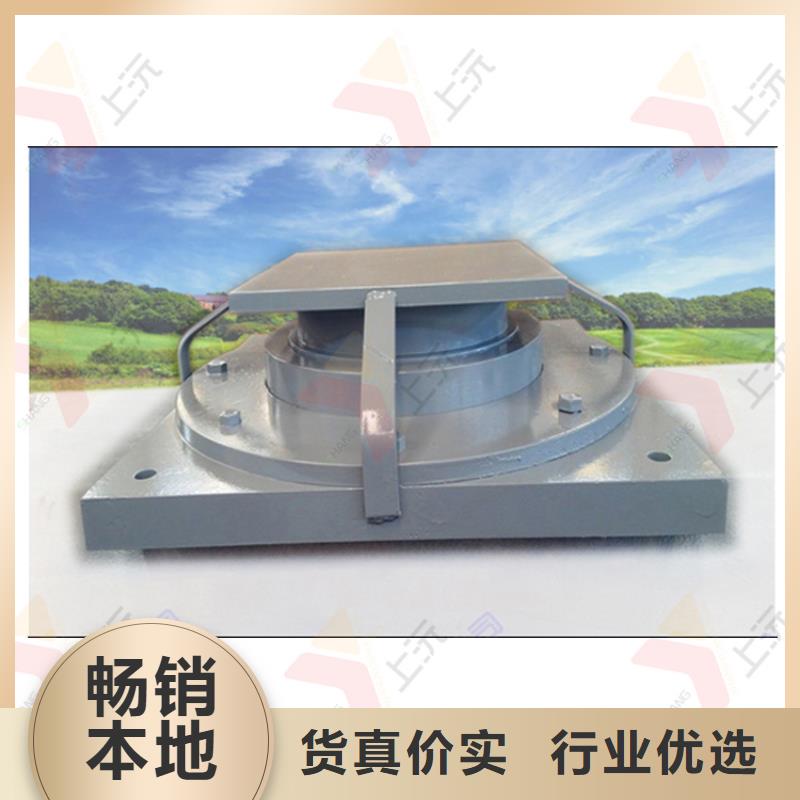
支座(网架钢支座)的主要技术性能:1、可承受竖向载荷;2、具有抗竖向拉力的性能,保证竖向*震时上下结构不脱节;3、具有抗水平力的性能,保证水平*震时不落梁;4、可适应径向、环向的位移要求;5、可适应任意方向的转角要求;6、支座具用良好的减震性能;7、支座整体性能好;8、支座通过球面传力,不出现力的缩颈现象,作用在上、下结构的反力比较均匀;



支座适用范围:支座适用于宽桥、曲线桥、斜拉桥、坡道桥、大跨空间结构等工程,支座技术参数。1、支座竖向承载力分为300KN、500KN、1000KN、1500KN、2000KN、2500KN、3000KN、4000KN、5000KN、6000KN、7000KN、8000KN、9000KN、10000KN十四个级别。2、支座的抗水平力为竖向承载力的20%。3、支座抗竖向拉力:GKQZ型、GJQZ型抗竖向拉力为竖向承载力的20%;GKGZ型、GJGZ型抗竖向拉力为竖向承载力的30%。4、设计转角为0.08rad(可根据用户要求另行设计)。5、支座的径向位移量±20mm-±50mm,环向位移量±60mm-±100mm;6、支座滑动摩擦系数μ≤0.03(-25℃-+60℃);7、支座转动摩擦系数μ=0.05-0.1(GKQZ型、GJQZ型)μ≤0.03(GKGZ型、GJGZ型)

![[自贡]上沅工程技术有限公司名片](http://ypmimg.huaer.cc/UploadImg/2699/new_card.jpg "[自贡]上沅工程技术有限公司名片")