| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 碳钢20# |
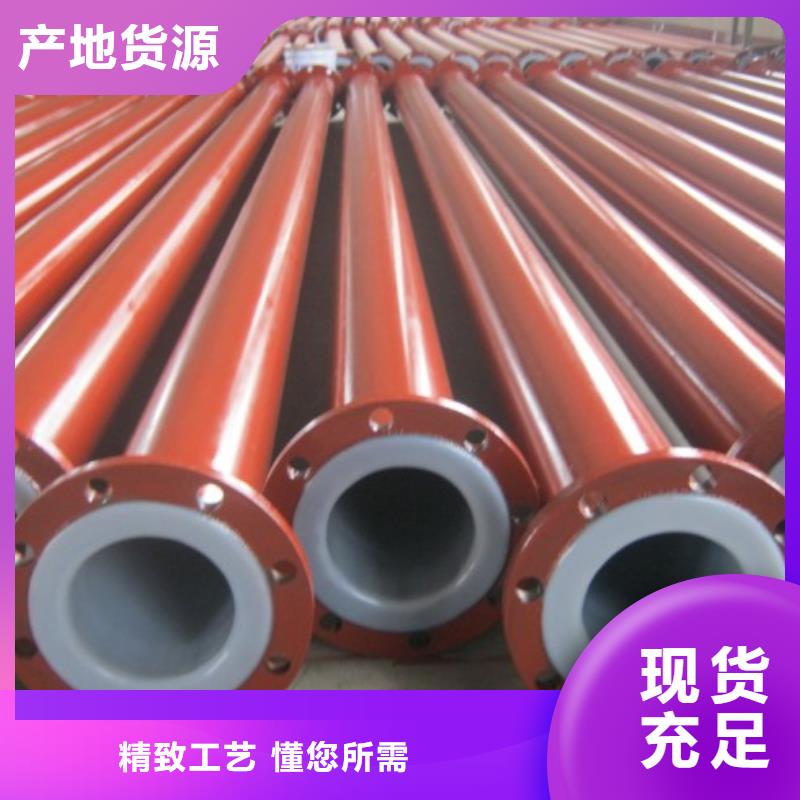
| 衬里材料 | 塑料粉未 |
| 衬里厚度 | 4-10mm |
| 产品规格 | 按要求订做 |
| 生产工艺 | 热滚塑工艺 |
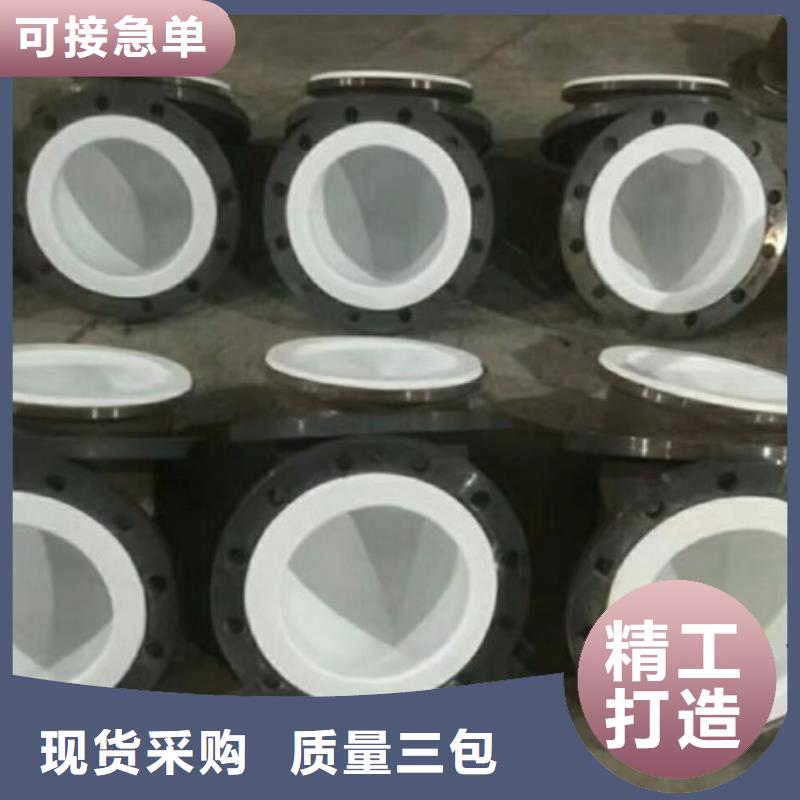
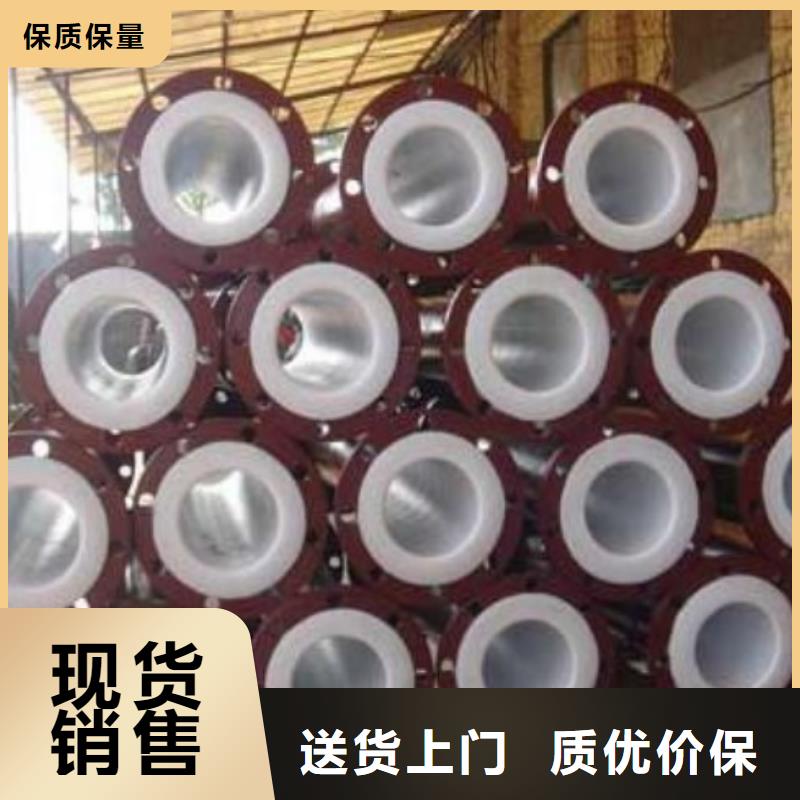
| 连接方式 | 法兰连接 |
| 适用温度 | -60~100℃ |
| 适用压力 | -0.07 M Pa ~ 2.5 M Pa |
| 检测电压 | 5KV-30KV |
| 执行标准 | HG20536-93 |
| 应用领域 | 化工、环保、冶炼、电力等行业 |



衬塑钢管管沟制做工艺
一、衬塑钢管的管沟制做 1. 非常容易出現的难题; 衬塑钢管的滚槽明确提出了比一般热镀锌钢管滚槽更高的规定,机械设备采用不善、实际操作不善都将会造成衬塑层的掉下来、破裂。
一、衬塑钢管的管沟制做
1. 非常容易出現的难题;
衬塑钢管的滚槽明确提出了比一般热镀锌钢管滚槽更高的规定,机械设备采用不善、实际操作不善都将会造成衬塑层的掉下来、破裂。
2.滚槽磨具的挑选、对机械设备的规定:因为衬塑钢管的滚槽归属于新式联接加工工艺,相对性应的滚槽机器设备沒有同歩升级,对于滚槽全过程中衬塑层掉下来或破裂的状况,滚槽磨具直徑增加,超过无缝钢管公称直径的2/3,扩大触碰总面积,减少部分衬塑层的滑动摩擦力,合理的避免衬塑层掉下来,滚槽磨具与管路表面选用纹路状,撤销原先滚槽磨具的齿状或构造,避免衬塑层被切破、磨碎.
二、衬塑钢管管沟制做生产流程及操作流程中应留意的难题
滚槽工程施工步骤:
1、用激光切管机将无缝钢管按需要长短激光切割,创口应整平。创口处若有毛边,用维修工具除掉两边塑胶和无缝钢管毛边,将衬塑层薄厚1/2倒圆角。
2、将需生产加工管沟的钢管架建在滚槽机和滚槽机尾墙上。
3、在无缝钢管上置放水准仪,用水准仪测量,使无缝钢管处在水准部位。
4、将无缝钢管内孔与滚槽机止面紧贴,使无缝钢管中心线与滚槽机止面呈95度。
5、起动滚槽机电工程机。缓缓压下去液压千斤顶,使上轮匀称喷焊无缝钢管至设置管沟深度1已经,实际主要参数见下表,关机。
6、用千分尺查验管沟的深度1和总宽,确定符合规定规定。
7、液压千斤顶抛撑,取下无缝钢管。



上善若水,厚德载物,面向未来的发展,纵横机械制造有限公司将一如既往的秉承和谐、拼搏、科学、创新的宗旨,通过进一步强化规范管理、建设精英团队、培育文化、打造优质品牌,保证企业的持续、、高速发展。并在此过程中,为客户提供多方位优质 广东广州衬胶管厂家,对内为员工创造良好的成长平台为己任,不断为社会创造价值。



衬塑管道性能:
1.具有优良的物理性能
2.具有好的耐腐蚀性能
3.机械强度与钢管相同
4.卫生、不积垢,不滋生生物、保证流体品质
5.耐化学腐蚀、耐土壤和海洋生物腐蚀,耐阴剥离
6.安装工艺成熟、方便快捷
7.耐候性好,适用沙漠、盐碱等苛刻环境
8.管壁光滑、提高输送效率、使用寿命长
衬塑管道的管材管件的基管在衬塑前应采用喷丸、打磨、酸洗等方法去除基体金属表面的铁锈、毛刺、污垢等;焊筋残留高度不大于0.5mm,衬塑管道两端截面与管轴线应垂直,并应符合GB/T12611的规定。
衬塑管道内表面不允许有气泡、裂纹、脱皮、伤痕、凹陷、色泽不均及分解变色线。外观表面光滑平整,不允许有伤痕或裂纹等。
衬塑管道采用正宗热滚塑工艺,耐负压耐真空,次成型无接缝,平整坚固,不凹面。结合脱落。广泛应用于电力、化工、石化制品、环保等行业。



衬塑管道产品焊管壁厚合理:
壁厚是重要参数,在《机械设计手册》第3册给出的管道壁厚的设计公式: S=PD/(2[δ]ψ)+C 式中:S:管壁厚(mm) P:管内介质压力(MPa); D:管外径(mm); [δ]:工作温度下的管材许用应力(MPa); j:管材纵向焊缝系数,无缝钢管j = 1;对焊接钢管j = 0.8; C:管壁厚度附加值(mm);包括制造负偏差C1;腐蚀裕度C2;螺纹深度C3;C= C1+ C2+ C3。 内筋嵌入式衬塑钢管按以上理论确定焊管壁厚。管道材料的许用应力[δ]般按材料的各项强度分别除以对应的系数,取其中的小值作为该材料的许用应力,该值为管道材料容许承受的应力。同时由于内筋嵌入式衬塑钢管采用卡环式连接,冷挤压变形制槽,不需考虑管壁厚度附加值的C3。因而与传统镀锌钢管相比,壁厚更加合理,经济性有明显的潜力。