以下是:定安县【铝镁硅合金管母线80/72】的产品参数
| 产品参数 |
|---|
| 产品价格 | 100/米 |
|---|
| 发货期限 | 3 |
|---|
| 供货总量 | 10000 |
|---|
| 运费说明 | 先付 |
|---|
| 最小起订 | 6米 |
|---|
| 质量等级 | A |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 6063G |
|---|
| 产品品牌 | 辰昌盛通 |
|---|
| 产品规格 | 40-350 |
|---|
| 发货城市 | 山东 |
|---|
| 产品产地 | 济南 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 40-350 |
|---|
| 可售卖地 | 济南 |
|---|
| 产品重量 | 1 |
|---|
| 产品颜色 | 银白色 |
|---|
| 质保时间 | 365天 |
|---|
| 外形尺寸 | 150 |
|---|
| 适用领域 | 导电 |
|---|
| 是否进口 | 是 |
|---|
| 质量认证 | A |
|---|
| 产品功率 | a |
|---|
| 工作温度 | 621 |
|---|
定安县【铝镁硅合金管母线80/72】,新疆辰昌盛通金属材料专业从事定安县【铝镁硅合金管母线80/72】,联系人:王欣,电话:0635-2119178、13686355178,QQ:1978623870,发货地:聊城经济技术开发区1号路东发货到新疆 乌鲁木齐市、克拉玛依市、伊犁市,以下是定安县【铝镁硅合金管母线80/72】的详细页面。 新疆维吾尔自治区 新疆维吾尔自治区(维吾尔语:شىنجاڭ ئۇيغۇر ئاپتونوم رايونى),简称“新”,是中华人民共和国自治区,首府乌鲁木齐市,位于中国西北地区,是中国五个少数民族自治区之一。面积166.49万平方千米,是中国陆地面积的省级行政区,约占中国国土总面积的六分之一。截至2022年末,自治区常住人口为2587万人。截至2023年1月,新疆维吾尔自治区辖4个地级市、5个地区、5个自治州、12个自治区直辖县级市,自治区人民政府驻乌鲁木齐市。
想要了解定安县【铝镁硅合金管母线80/72】产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:定安县【铝镁硅合金管母线80/72】的图文介绍


铝镁合金管 铝锰合金管型母线管母线材料焊接的工艺方法
(1)焊前准备
采用化学或机械方法,严格清理焊缝坡口两侧的表面氧化膜。
化学清洗是使用碱或酸清洗工件表面,该法既可去除氧化膜,还可除油污,具体工艺过程如下:体积分数为6%~10%的氢氧化钠溶液,在70℃左右浸泡0.5min→水洗→体积分数为15%的硝酸在常温下浸泡1min进行中和处理→水洗→温水洗→干燥。洗好后的铝镁合金管 铝锰合金管型母线表面为无光泽的银白色。
机械清理可采用风动或电动铣刀,还可采用刮刀、锉刀等工具,对于较薄的氧化膜也可用0.25mm的铜丝刷打磨氧化膜。
清理好后立即施焊,如果放置时间超过4h,应重新清理。
(2)确定装配间隙及定位焊间距
施焊过程中,铝板受热膨胀,致使焊缝坡口间隙减少,焊前装配间隙如果留得太小,焊接过程中就会引起两板的坡口重叠,增加焊后板面不平度和变形量;相反,装配间隙过大,则施焊困难,并有烧穿的可能。合适的定位焊间距能保证所需的定位焊间隙,因此,选择合适的装配间隙及定位焊间距,是减少变形的一项有效措施。根据经验,不同板厚对接缝较合理的装配工艺参数如表2。
(3)选择焊接设备
目前市场上焊接产品种类较多,一般情况下宜采用交流钨极氩弧焊(即TIG焊)。它是在氩气的保护下,利用钨电极与工件问产生的电弧热熔化母材和填充焊丝的一种焊接方法。该焊机工作时,由于交流电流的极性是在周期性的变换,在每个周期里半波为直流正接,半波为直流反接。正接的半波期间钨极可以发射足够的电子而又不致于过热,有利于电弧的稳定。反接的半波期间工件表面生成的氧化膜很容易被清理掉而获得表面光亮美观、成形良好的焊缝。
(4)选择焊丝
一般选用301纯铝焊丝及311铝硅焊丝。
(5)选取焊接方法和参数
一般以左焊法进行,焊炬和工件成60°角。焊接厚度15mm以上时,以右焊法进行,焊炬和工件成90°角。
焊接壁厚在3mm以上时,开V形坡口,夹角为60°~70°,间隙不得大于1mm,以多层焊完成。壁厚在1.5mm以下时,不开坡口,不留间隙,不加填充丝。焊固定管子对接接头时,当管径为200mm,壁厚为6mm时,应采用直径为3~4mm的钨极,以220~240A的焊接电流,直径为4mm的填充焊丝,以1~2层焊完。
[转载需保留出处 – 长江有色网]
【标题】铝镁合金管 铝锰合金管型母线材料的焊接特点
链接:https://alu.ccmn.cn/aluyszs/221186
著作权归本公司所有,转载请注明出处。



新疆辰昌盛通金属材料坐落在经济技术开发区1号路东,公司拥有的员工队伍从高层管理到车间普通员工,他们的敬业精神配合我们人性化的考核式管理制度,从而保证我们的产品和服务能很好地呈现在客户面前。 公司的主营产品: 紫铜管等系列产品;新疆辰昌盛通金属材料全体员工用自己的执著、诚信和尊严,精心打造每一件产品。欢迎广大客户来电来涵,莅临指导。我们期待着与您的合作,让我们携手共进!

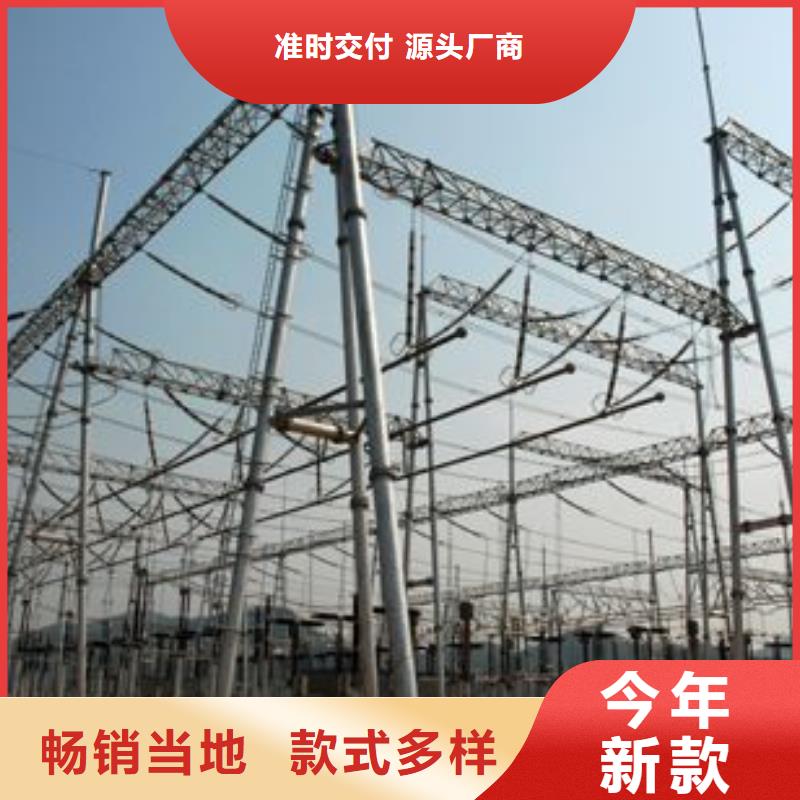
定安县【铝镁硅合金管母线80/72】


管型母线 系列产品:6063G(6063)铝镁合金管母线,LF21(3A21)铝锰合金管母线,LDRE(6R05)铝镁硅合金管母线,6Z63(6063-Zr)耐热铝合金管母线 ,6063铝镁合金管管形母线、当地6063G铝镁合金管形母线、当地LF-21铝锰合金管形母线、当地3A12铝锰合金管形母线、当地LDRE铝镁硅合金管形母线、当地6R05铝镁硅合金管形母线、当地6Z63耐热铝合金管形母线的三酸化抛槽,尽管我们都能按照一定的配比来调整亮度,但是既要保持亮度,防止产生麻点,又要持续铝型材不容易被控制。那么我们铝型材生产厂家应该从以下这几个方面来注意调节控制:1、当地用自动线和半自动线抛光料,首先操作者们应该具有一定时期的手动抛光的经验。以便及时的少量补加。自动线和半自动线都必须调整到抛光时间大于30秒,这样才不容易产生缺陷。否则铝型材生产厂家是很难生产出合格产品的。2、当地抛光槽随着铝型材生产厂家的进行,除了浓度、当地温度容易变化,它还容易受到操作方式、当地悬挂方式和装夹数量的多少而发生变化,这时候我们需要根据现场的条件来随时做出判断调整。3、当地尤其是铝合金材料之间所留的间距要比常规的阳极氧化间距要宽1倍。4、当地如果能调整到合格的亮度,但是有麻点,就应该考虑到操作的方法和方式:A.降低温度;B.蒸发多于的水;C.缩短抛光时间;D.增加空气搅拌;E.水洗槽加3%硝酸;F水洗采用40度热水。5、当地调整好槽液以后,要先实验调整操作的条件,化抛时间大于30秒,否则现场是很难操作控制的。6、当地有了恰当的配比浓度,还必须有正确合格熟练的操作方法,才能保持持续铝型材生产厂家出合格的产品
[



铝镁合金管型 管母线外壳采用铝镁合金管型 管母线合金材料冲压,具有良好的延展性、同城密度低、同城导电、同城传热性、同城抗腐蚀、同城外形美观等特点,被广泛应用于仪器、同城仪表、同城电子、同城通信、同城自动化、同城传感器、同城智能卡、同城工业控制、同城机械等行业。那么铝镁合金管型 管母线外壳怎么区分压铸铝镁合金管型 管母线和挤压铝镁合金管型 管母线呢?下面忠艺隆小编就针对这个问题来为大家介绍下。挤压的原理是对挤压筒中的铝镁合金管型 管母线棒施加压力,使接近熔点的铝镁合金管型 管母线棒通过模具的模孔挤出模孔的形状。所以挤压铝镁合金管型 管母线型材相当于一个二维平面的延伸,理论上来说这个平面可以无限延伸。但是由于设备的长度限制,长料的后期操作困难,一般挤压铝镁合金管型 管母线型材不超过6米长。然后根据实际使用尺寸进行切割。而压铸的原理是将铝镁合金管型 管母线合金完全熔化然后注入到三维的铝镁合金管型 管母线外壳模具中,并保持一定的压力,冷却后打开模具,一个压铸铝镁合金管型 管母线合金外壳就完成了。压铸铝镁合金管型 管母线外壳的外观种类更丰富。从以上可以看出来挤压铝镁合金管型 管母线外壳只能在二维的截面改变形状,而压铸铝镁合金管型 管母线外壳可以在三维的任意部位改变形状。压铸铝镁合金管型 管母线可以做成一个中空的球,而挤压铝镁合金管型 管母线只能做成中空的圆管,它的两头是通的。所以挤压铝镁合金管型 管母线外壳两头会采用封盖或者铝镁合金管型 管母线板封起来。而压铸铝镁合金管型 管母线外壳可以做成一个盒子的形状,上面用盖板盖住。但是我们挤压铝镁合金管型 管母线型材外壳还是比压铸铝镁合金管型 管母线外壳要常见,这是为什么呢?因为压铸铝镁合金管型 管母线模具费昂贵,并且生产效率不及挤压铝镁合金管型 管母线型材,加工费也比较高。在一些需要防水密闭的情况下会需要用到压铸铝镁合金管型 管母线外壳。
[转载需保留出处 –

定安县【铝镁硅合金管母线80/72】_新疆辰昌盛通金属材料,固定电话:13686355178,移动电话:0635-2119178,联系人:王欣,QQ:1978623870,经济技术开发区1号路东 发货到 新疆。
![[新疆]辰昌盛通金属材料名片](http://ypmimg.huaer.cc/UploadImg/828/new_card.jpg "[新疆]辰昌盛通金属材料名片")