| 产品参数 | |
|---|---|
| 产品价格 | 4100元 |
| 发货期限 | 2天 |
| 供货总量 | 1000 |
| 运费说明 | 物流 |
| 最小起订 | 1根 |
| 质量等级 | 一级 |
| 是否厂家 | 否 |
| 产品材质 | Q235B Q355B |
| 产品品牌 | 鑫豪 |
| 产品规格 | 规格齐全 |
| 发货城市 | 天津 |
| 产品产地 | 天津 |
| 加工定制 | 是 |
| 产品型号 | 型号齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 碳钢 |
| 质保时间 | 一年 |
| 外形尺寸 | 圆形 |
| 适用领域 | 自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设 |
| 是否进口 | 否 |
| 质量认证 | 认证 |
| 产品功率 | 450 |
| 工作温度 | 480 |
| 螺旋管长度 | 3米 4米 5米 6米 9米 12米 |
| 螺旋管生产工艺 | 埋弧焊 |
| 螺旋管特性 | 抗拉强度高,冷弯性能好 |


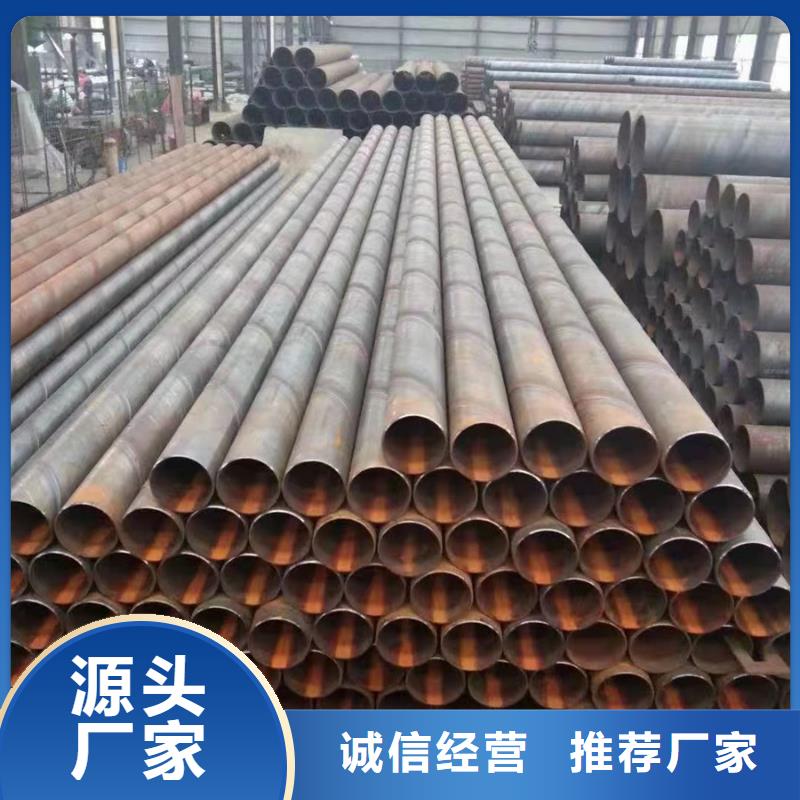
广州螺旋管的生产工艺形式分析:
螺旋管采用螺旋成型器成型,它可分为上卷成型和下卷成型两种。日前螺旋管的成型器结构形式归纳起来有三种基本形式:
套筒式螺旋成型器:只适用于小口径焊管的成型。它造价低,操作容易。
辊式螺旋成删器:辊式成型器是根据三辊弯板机工作原理制成,这种成型器与带钢的接触面呈滚动摩擦,阻力小、工具寿命长,对产品表面几乎无擦伤。
芯棒螺旋成型器:这种成型器适合于小直径、薄壁优越的螺旋管的成型。但钢管内表面可能因摩擦而被擦伤。
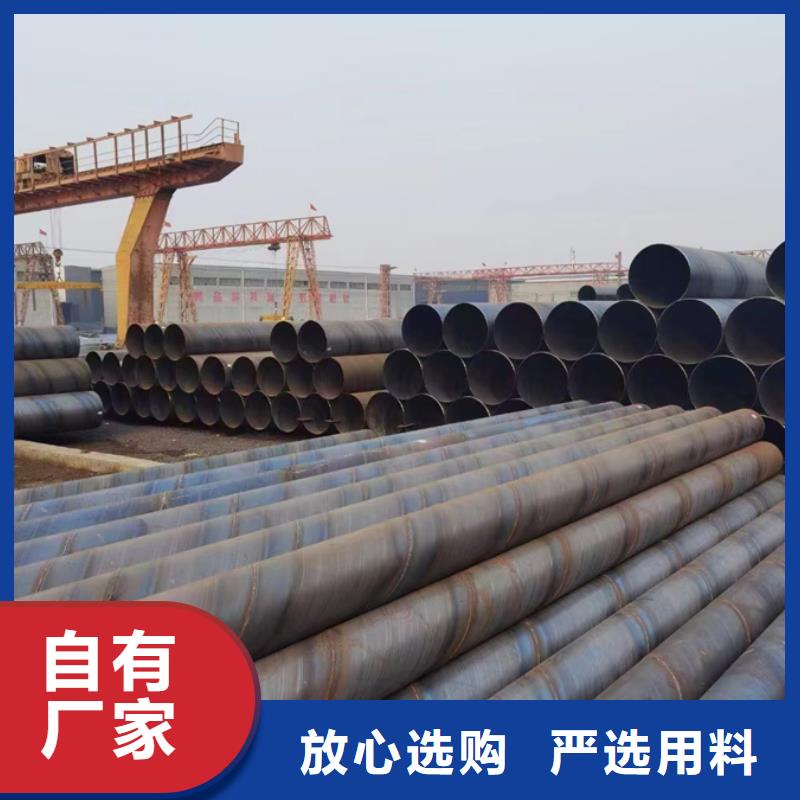
广州螺旋管在夏季下线后需要注意的问题:
1、广州螺旋管下线后应摆放在平整的地方,平摆开,不要互相挤压式摆放,如需挤压式摆放至少要间隔24小时,等PE层完全附着到钢管外壁才可以。
2、广州螺旋管下线后不要被雨淋,雨淋后容易导致管接口渗水。

2、广州螺旋管除锈:首要运用钢丝刷等东西对钢材外表进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手开工具除锈能到达Sa2级,动力东西除锈可到达Sa3级,若钢材外表附着结实的氧化铁皮,除锈结果不睬想,达不到防腐施工要求的锚纹深度。
3、广州螺旋管酸洗:普通用化学和电解两种办法做酸洗处置,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处置。化学清洗固然能使外表,到达必然的洁净度和粗拙度,但其锚纹浅,并且易对情况形成污染。
广州螺旋管的各种作用的介绍:
广州螺旋管亦称为螺线筒或螺线体。螺旋管的外径约为30毫微米,内径约为10毫微米,相邻的螺旋间距约为11毫微米。螺旋管的每1周由6个核小体围成,H1组蛋白位于螺旋管腔的内表面,对维持螺旋管的结构起着重要的作用。由核小体组成的10毫微米纤维螺旋化形成30毫微米粗纤维,使DNA长度进一步压缩6倍。

2、广州螺旋管焊接:螺旋管一般采用高频焊接,高频焊接是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的,冷却后形成一条牢固的直缝焊缝。
3、广州螺旋管焊缝间隙:将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。

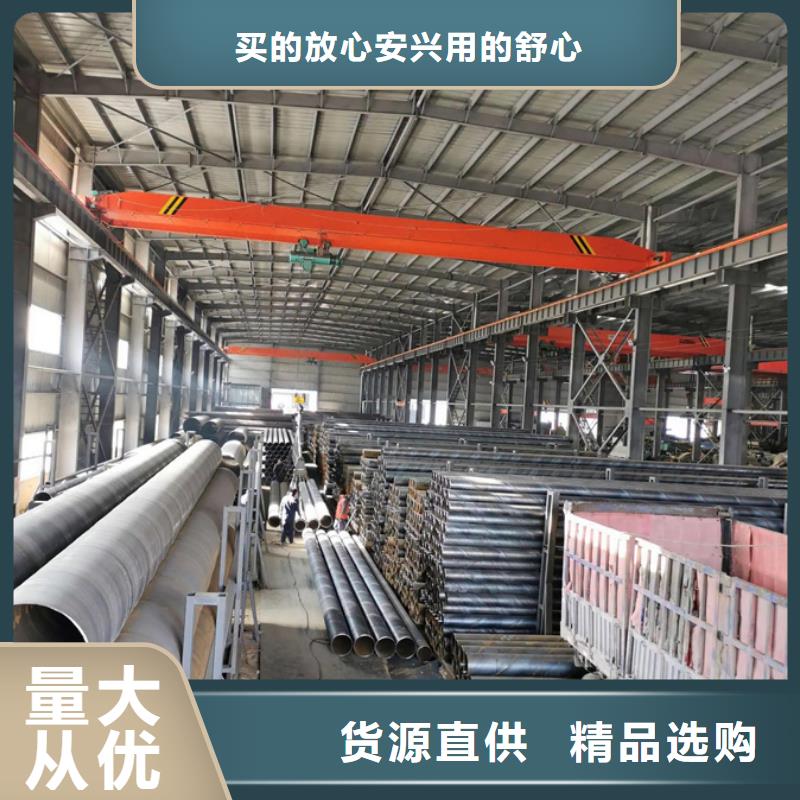
5.广州螺旋管热裂纹
在螺旋钢管埋弧焊接中焊道内可产生热裂纹.为消除这种裂纹通常在起弧和熄弧处装有垫板并在板卷对焊接结束时可将螺旋钢管逆转而将焊进叠焊.热裂纹在焊缝应力很大的时候或者焊缝金属内的si很高的时候容易产生.
6.广州螺旋管硫裂
硫裂也就是硫引起的裂纹,焊接硫偏析带很强的板材时硫偏析带中的硫化物进入焊缝金属而产生的裂纹.其原因是在硫偏析带中含有低熔点的硫化铁和钢中存在氢气.
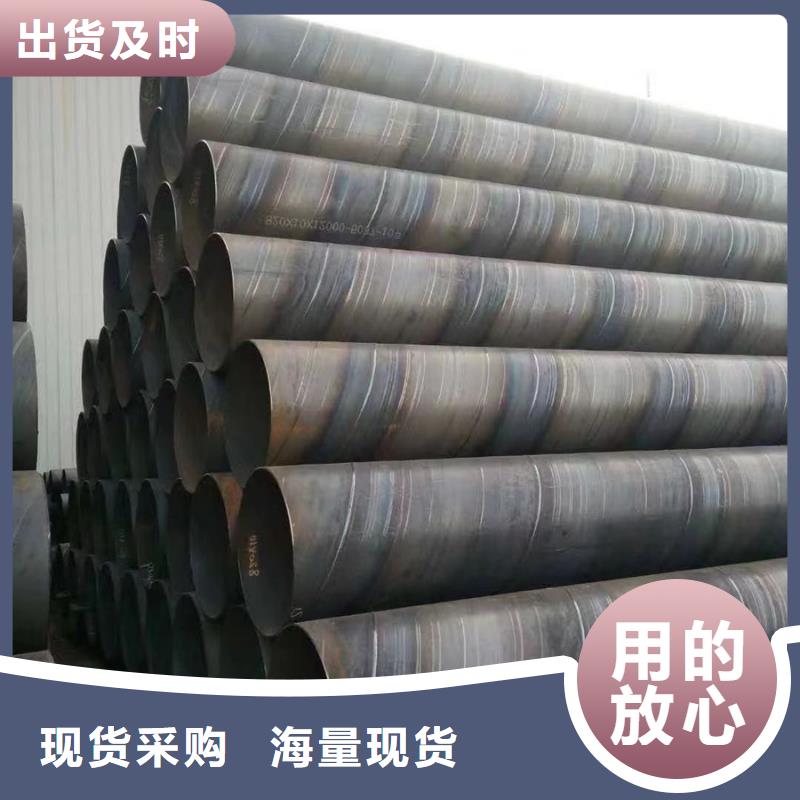
螺旋管厂介绍DN250螺旋管外径为273mm,常见壁厚主要有6mm、7mm和8mm三种。
广州273螺旋管实际壁厚主要有两种
执行标准为9711的壁厚下差范围在0.5mm---0.6mm左右。
执行标准为5037的壁厚偏差范围在1.0mm---1.2mm左右。

![[广州]鑫豪管业有限公司名片](http://ypmimg.huaer.cc/UploadImg/3703/new_card.jpg "[广州]鑫豪管业有限公司名片")