| 产品参数 | |
|---|---|
| 产品价格 | 10/米 |
| 发货期限 | 1 |
| 供货总量 | 995 |
| 运费说明 | 面议 |






铜止水片焊接过程中焊嘴和焊条应做均匀协调的摆动,绵阳止水铜片以控制熔池的热量适当、形状、大小始终保持一直。而在现场焊接作业过程中常常存在如下问题:焊嘴在沿焊缝纵向移动、横向摆动的同时,为做上下跳动,造成熔池温度过高;焊嘴的倾斜角度为按不同阶段进行适当调整;为按照所需火焰能率的变化改变焊条的位置和填入焊条的速度,造成熔池的形状和大小不一致。因此,焊接过程中焊嘴和焊条运动存在不协调情况,造成熔池热量、形状、大小控制不符合要求,从而影响了焊接质量。
细化焊嘴、焊条运动方向控制方案:焊嘴和焊条的运动包括三种动作:a,沿焊缝的纵向移动,不断地熔化工件和焊条,形成焊缝。B,焊嘴沿焊缝做横向摆动,充分加热焊件,使液体金属搅拌均匀,得到致密性好的焊缝。C,焊条在垂直焊缝的方向送进,并作上下移动,调节熔池的热量和焊条的填充量。在焊接时,焊嘴在沿焊缝纵向移动、横向摆动的同时,还要做上下跳动,以调节熔池的温度。
国标止水铜片,根据《水工建筑物止水材料相关规定》,其物理性能需满足抗拉强度205MPa及以上,延伸率在30%以上,铜含量超过99.9%才可称为国标止水铜片。
绵阳生产的止水铜片,经质检部门检验合格,属国标产品。且我公司可免费提供质检报告以及质量保障书。同时由于我公司属加工销售一体企业,具有自己的加工生产以及研发团队,因此可批量生产止水铜片,可根据设计大样图免费成型。厂家直销,批量生产,价格优惠,欢迎来电咨询!
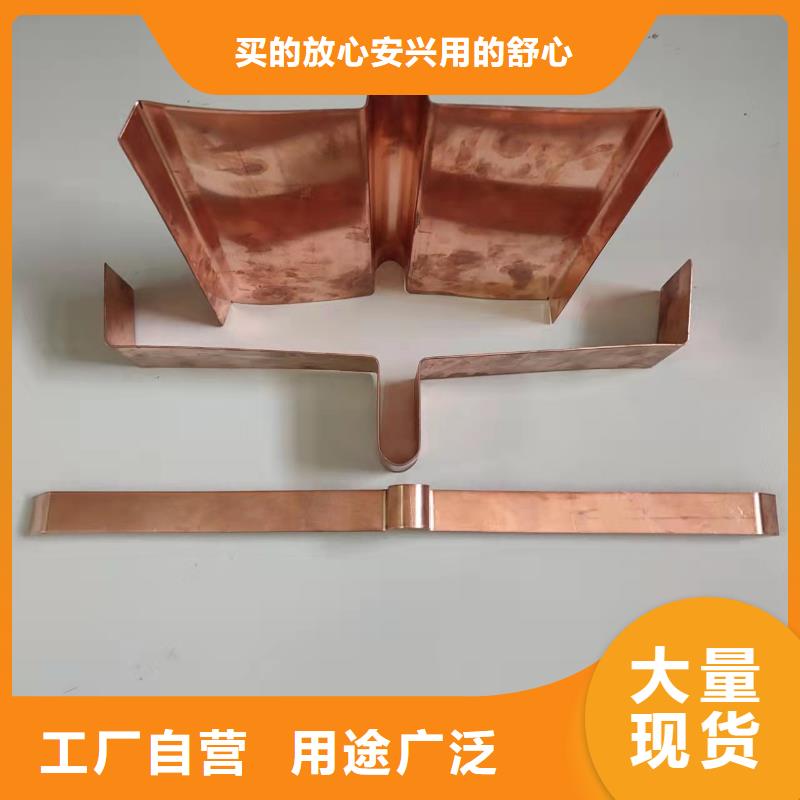
止水铜片的接头,可以根据施工的需要加工成不同的形状。绵阳止水铜片总体来说,常用的形状有以下几种:T型、W型、V型、十字型、Y型、弧型、L型、H型、F型等异型。而铜止水接头的成型方法,目前也只有两种,焊接或者一次性冲压成型。
1、 焊接成型
先压制一定长度的定型止水,再根据异型接头形状进行裁割,拼接成所需要的异型接头形状,然后焊接成型。这种制作方法虽然能够达到设计要求,但制作工艺复杂,费时费料,外观质众差,在一定程度上,也会影响止水铜片的抗拉强度。
2、 一次性冲压成型
一次性冲压成型主要是采用冲压机冲压成型或千斤顶挤压成型。目前在施工中比较传统的铜止水成型多采用冲压机冲压成型。 止水铜片成型装置具有结构紧凑、可靠、生产效率高、产品质量好等优点。
因此,如果条件允许,一次性冲压成型的铜止水接头更能满足施工的要求。
绵阳止水铜片紫铜止水带作为一种基本的止水结构,绵阳止水铜片被广泛应用于国内外大、中型水利工程水利项目中,紫铜是含铜量不低于99.5%工业纯铜,应表面呈现紫色而出名。根据其含铜量不同,其牌号分为T1/T2/T3/T4。
其优点是柔韧性好、抗扰渗能力强、抗腐蚀能力强。
其缺点是紫铜止水带接头需要现场焊接,对焊接质量要求高,并且施工造价较高。
紫铜止水带注意事项
一、紫铜止水带不应该放置在温度很高的地方或者阳光直射的地方,同理也不可以放在潮湿处,酸碱性、易燃易爆物更是要远离。
二、在运输施工中,防止机械、钢筋损伤紫铜止水片带。
三、施工过程中,紫铜止水片带必须可靠牢固,避免在浇筑混凝土时发生转移,保证紫铜止水带在混凝土中的正确位置。
四、固定紫铜止水片带的方法有:利用附加钢筋固定、专用卡具固定、铅丝和模板固定,如需穿孔时,只能选在紫铜止水片带的边缘安装区,不得损伤其他部位。
五、如需大量采购,需要提前选择好款型,确定要使用的尺寸,异型结构有详细的图纸。出厂时尽量确保紫铜止水片带可以连接一体。
紫铜止水的防水效果主要由材料执行标准的达标情况、设计的绵阳止水铜片止水铜片形状以及安装施工三个方面决定,那么又该满足怎样的标准才能保证紫铜止水的防水效果呢?
首先,紫铜止水的材料要求满足 标准,水工建筑防水铜产品多由T2型材加工而成,其抗拉强度以及延伸率根据要求选择软化退火态(O60抗拉强度大于195MPa,延伸率大于30%)、四分之一硬态(H01抗拉强度215~295MPa,延伸率大于25%)、二分之一硬态(H02,抗拉强度245~345MPa,延伸率大于8%)。
其次,在紫铜止水原材料质量达标的基础之上,为了更大限度的应用其防水作用,止水铜片的设计应尽量含有立腿,铜鼻子深度以及宽度符合正常施工缝标准。
第三,紫铜止水的安装施工方面,确保铜鼻子中心线与施工缝中心线的偏离程度小于5mm,大骨料不能在紫铜止水片周围堆积、下料以及振捣。
紫铜止水焊接件要求无孔洞、斑点、砂眼、裂纹,且表面应光滑,无渗水、漏水现象。 在工厂加工的铜止水片一抽查为主,抽查数量不少于接头总数的20%。而在现场焊接的接头,应逐个进行外观和渗透检查。
![[绵阳]金鸿耀工程材料有限公司名片](http://ypmimg.huaer.cc/UploadImg/overDate/new_card.jpg "[绵阳]金鸿耀工程材料有限公司名片")