| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 浩融金属 |
| 产地 | 山东 |
| 是否进口 | 否 |


存放酸性溶剂的溶器,必须用防酸材料制成,防止损坏地板及附近设备,必须遵守使用说明。
清理异型管时,眼睛、皮肤、衣服等避免接触清洁剂,并要戴防护衣及眼罩。
选择除锈方法的因素有锈皮的厚度、基材的性质、处理过程、容许基材损耗大小、表面光度要求、异型管形状及大小、产量要求、可被应用的设备、成本、氢脆性等。
调制清洁剂时,要慢慢的加入冷水,避免产生剧烈反应,必须先在冷水中溶解而后再加热。酸性材料调制时,不能将水加入酸中必须慢慢的将酸加入水中。
清洁剂浓度增加,清洁时间可以减少但有一定限度,超过此限度反而对异型管不利。
异型管清洁使用挥发性清洁剂时,温度必低于燃著点,在使用的区域严禁烟火及有火光或研磨之作业。
清洁需要一段时间,不是立即就可移去污物。清洁过程中或之后,清洗是很重要的。
异型管清洁实用的方法是用水冲,检查表面是否均匀润湿,如果是均匀润湿则为清洁表面,反之则清洁不彻底。



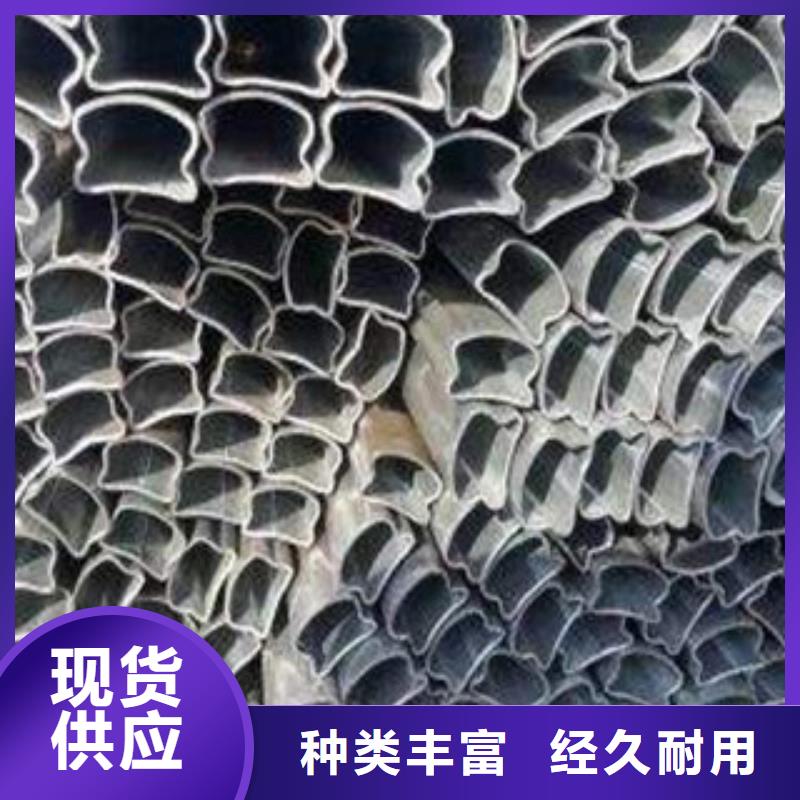
武威浩融金属制品厂坐落于开发区蒋官屯工业园,是一个集科研、制造、销售于一体的现代型企业。公司拥有一支经验丰富的高素质研发队伍,公司本着“勤奋务实、自主创新”的企业精神,全心致力于 精密无缝钢管的研发与制造。公司现有产品: 精密无缝钢管。面对未来,我们有充足的信心开拓更广阔的发展空间,在充满挑战的市场竞争形势下,我们坚持自主创新,不断优化企业内部管理,为国内外客户提供输送方案和产品。



避免不锈钢异型管开裂的八点措施
我们在加工、焊接不锈钢异型管时,可能会遇到管材开裂等故障。要解决这些问题,我们可以采取以下八点措施:
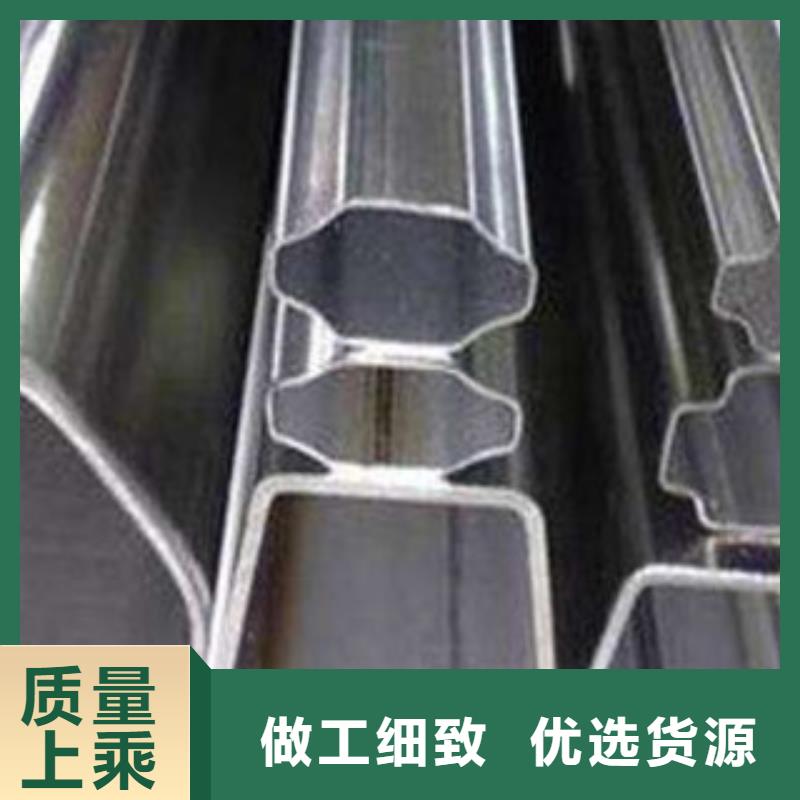
(一)不锈钢异型管可能会因为材料清洁度不够而发生开裂,这时提高材料的清洁度。
(二)焊接部位切边不良,导致焊接部位不良,所以在切断管材时应多加注意。
(三)如果没有注意保护及助燃气体的使用,会使异型管的焊接部位氧化导致开裂,所以要保护及认真管理好气体。
(四)不锈钢材料延伸率不够造成的故障,可能通过退火正常处理解决。
(五)如果管材焊接部位存在油分、水分、灰尘等污染,我们可以去除焊接污染后设定适当的焊接速度。
(六)扩管速度快也会导致异型管发生开裂故障,所以应该适当调整扩管速度。
(七)管材加工时若是采用超过了材料成形的极限加工方式也会造成故障,所以要保持在成形极限内加工。
(八)不锈钢异型管若是存在焊接不良,会导致未焊接上的情况发生,所以要设定合适的焊接条件



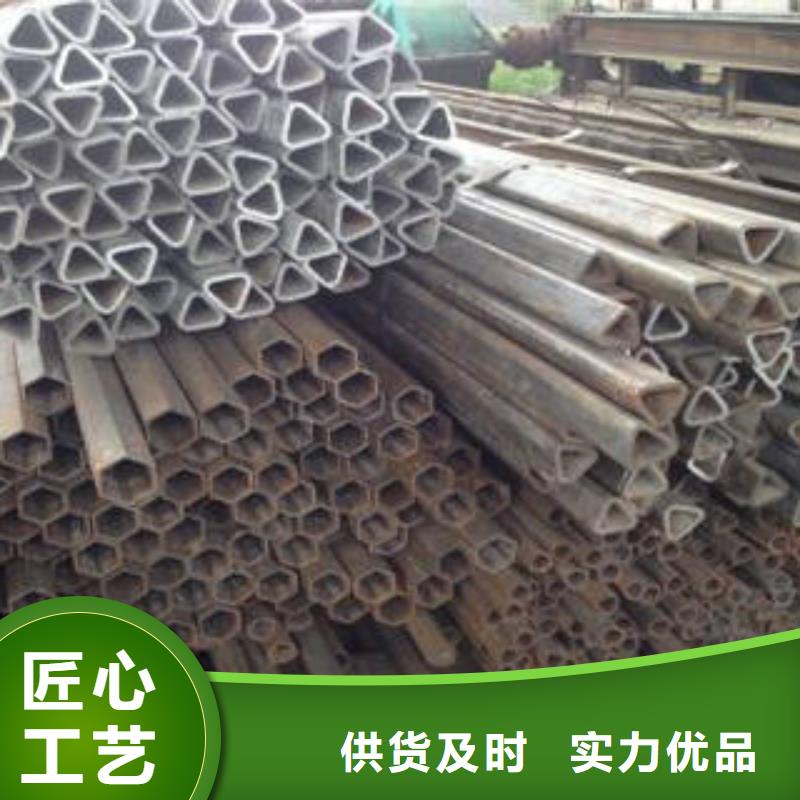
热处理残余力是指管材经热处理后终残存下来的应力,对形状,尺寸和性能都有极为重要的影响。当它超过材料的屈服强度时便引起变形,超过材料的强度极限时就会造成开裂,这是它有害的一面,应当减少和。但在一定条件下控制应力使之合理分布,就可以提高机械性能和使用寿命,变害为利。
我们在处理异型管的热处理应力时,应该注意以下六个要点:
(一)当热应力占主导地位时,应力分布为心部受拉、表面受压;当异型管的组织应力占主导地时应力分布为心部受压、表面受拉。
(二)渗碳使表层马氏体开始转变温度点下降,可导至淬火时马氏体转变顺序颠倒。心部首先发生马氏体转变而后才波及到表面,可获得表层残余压应力而提高抗疲劳强度。
(三)复合表面强化工艺可使表层残余压应力分布更合理,可明显提高异型管的疲劳强度。
(四)异型管热处理过程中产生的应力是不可避免的,而且往往是有害的。但我们可以控制热处理工艺尽量使应力分布合理,就可将其有害程度降低到 限度,甚至变有害为有利。
(五)在高淬透性钢件中易形成纵裂,在非淬透性工件中往往形成弧裂,在大型非淬透工件中容易形成横断和纵劈。
(六)渗碳后进行等温淬火可保证心部马氏体转变充分进行以后,表层组织转变才进行。使异型管获得比直接淬火更大的表层残余压应力,可进一步提高疲劳强度。


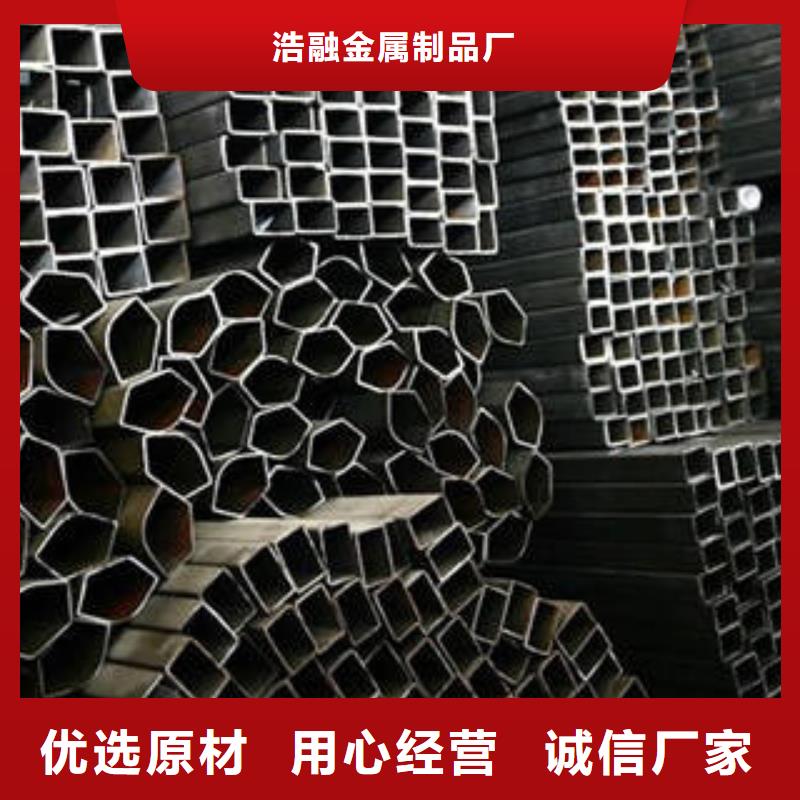
异型管形状缺陷的九点控制方法
异型管生产中我们应该考虑对板坯形状缺陷的控制,常见的形状缺陷有鼓肚、凹陷等。要控制这一缺陷,我们可以从以下九个方面着手:一、尽量控制钢中碳含量避开包晶反应区,向上限或下限控制。
二、根据异型管钢种特性选用合适的保护渣,适当提高结晶器保护渣黏度,提高保护渣传热均匀性,保护渣加入时坚持勤加少加原则。
三、监测振动平稳性,保证振动横向偏摆不大于0.2mm,纵向偏摆不大于0.4mm。
四、控制好异型管钢水过热度,确定合适的拉速制度,防止温度过高、拉速过快造成的坯壳过薄。
五、为大面偏离角的严重凹陷,应做好扇形段液压系统的维护、点检,防止液压失压或扇形段抬起。提高扇形段夹辊质量并做好日常点检,防止夹辊断裂,偏离角部位出现严重凹陷后应立即停机,避免损失过大。停机后处理液压系统故障或更换扇形段。
六、严格水口装配,保证水口对中良好,防止偏流,保证异型管均匀凝固。
七、保证结晶器水缝均匀,提高结晶器材质,防止结晶器磨损严重及镀层脱落,结晶器实施弱冷冷却,合理控制冷却强度。
八、提高扇形段顺弧精度,尤其是结晶器与零段,发现零段夹辊弯曲严重及时进行更换。
九、适当增加窄面足辊与铸坯的接触程度,防止异型管鼓肚,但足辊不应调整过硬,否则可能造成拉坯阻力大。



![[武威]浩融金属制品厂名片](http://ypmimg.huaer.cc/UploadImg/overDate/new_card.jpg "[武威]浩融金属制品厂名片")