| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等 |
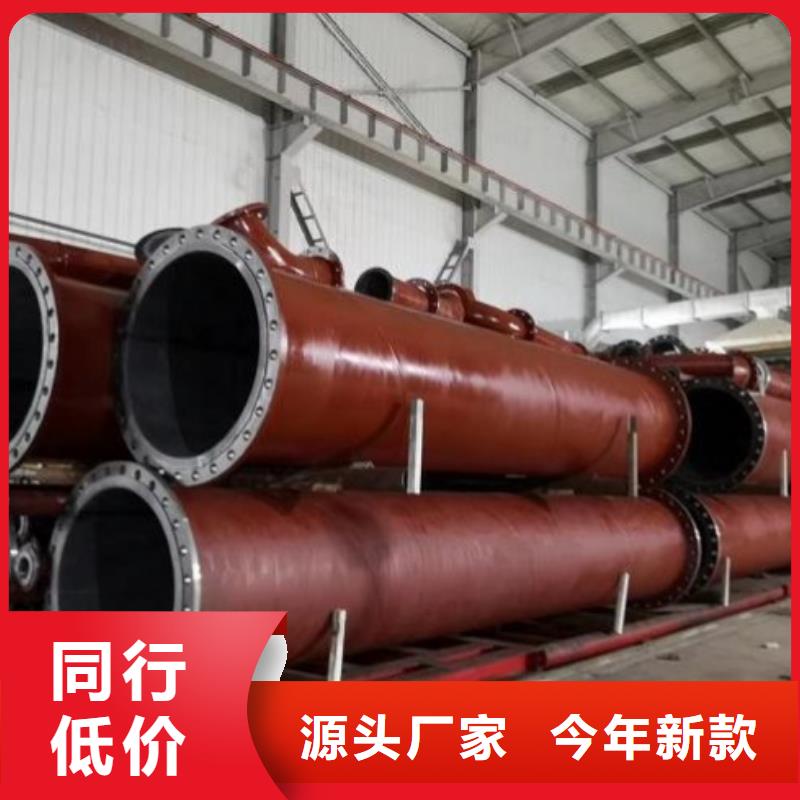
| 连接方式 | 法兰连接 |
合肥纵横机械制造有限公司主要生产: 衬胶管厂家,各种规格和款式的产品可供客户选择。我们对 衬胶管厂家产品严格按照行业标准检验后出厂,质量长期稳定可靠,应用于不同领域,具有广阔而稳定的市场前景。 公司自成立以来,始终坚持以质量求生存,靠科技促发展的原则,实行科学管理,把完善的质量体系贯穿于整个生产过程,我们以热忱服务客户为宗旨,不断完善销售及售后服务的经营理念,成为优良的 衬胶管厂家服务商。 合肥纵横机械制造有限公司竭诚为您服务,与您共同进步,期待您的来电咨询!


烟气脱硫衬胶管路具备重量较轻、价格便宜、联接便捷的特性,衬胶钢管不在毁坏钢管的状况下可不断数次应用,只必须再次里衬硫化橡胶就可以,与别的材料管路对比,衬胶钢管具备大的优点,也就是大家常说性价比高十分高,真实的价格合理如今早已进到息时代,很多事儿都能够根据电脑上或上来进行,衬胶钢管市场销售都不列外。
从原先的销售员天南海北去寻找客户发展趋势为如今的互联网销售,运用电脑上和上对商品随时开展市场销售和追踪。提升了工作效率,但智能机十分耗电量,这也是他的一个缺点。许多衬胶钢管市场销售应当都是有感同身受,在电話谈业务流程的情况下,事儿没讲完,上早已由于无电而自动开关机了,从而导致的损害是无法估量的。因此,如今绝大多数人到公司办公室上每时每刻都会电池充电,汽车上应用车载充电器,下车时或没有公司办公室应用移动充电宝。那样做的目地便是让自身時刻处在衬胶钢管市场销售情况。

衬胶管道工艺对金属基体的要求如下:
橡胶衬里的设备基体结构力求简单,衬里部位必须保证施工过程中手或工具能接触到和看得见,为保证橡胶衬里层的质量,对基体要求如下:
(1)基体必须有足够的强度和刚度,以免承受载荷后产生变形和破坏橡胶衬里层。受压容器应有压力容器检验合格证方可进行施工。
(2)衬胶的设备不应采用铆接结构。必须铆接时,用埋头铆钉,并应紧嵌入缝隙,不得高出设备表面。
(3)橡胶衬里设备表面要求平整光滑,不应有大于30mm的凹凸处。凡有棱角的部位,应呈圆弧过渡,其半径应小于5mm,设备内有支承、档板及附件时,焊接缝应打成圆角。
(4)橡胶衬里设备金属壳体必须采用连续对接焊缝结构。突出衬胶层金属表面焊缝高度不高于2mm,焊缝不应有气孔、焊瘤、咬边等现象。
(5)设备上的接管焊缝应圆滑平整,伸入设备内表面时,应采用双面焊。
(6)大型密闭设备衬里时,从安全操作角度考虑,应设两个人孔。
衬胶管道工艺流程:
设备及管件需喷砂除锈达到Sa2.5级,用压缩空气吹净表面浮尘,然后涂刷一遍底胶浆。
设备缺陷处理→二次胶浆涂刷→三次胶浆涂刷贴衬→中间检查→硫化→成品检查→成品→修理
洛阳纵横机械制造有限公司专注从事衬胶管道,防腐衬胶管道,耐磨衬胶管道,脱硫衬胶管道,化工衬胶管道,电厂衬胶管道,碳钢衬胶管道,耐高温衬胶管道,耐油衬胶管道,氯丁衬胶管道,丁基衬胶管道,低钙镁衬胶管道,罐体,槽体,塔体,非标件的设备衬胶及设备包胶的研发和生产。做为专业的衬胶管道生产厂家,以合理的衬胶管道价格,为客户提供优质的耐磨防腐衬胶管道及衬胶管件产品及完善的技术服务.公司多年逐步发展为大型高新技术企业,质量可靠,性价比高,受到客户一致好评!


电厂衬胶管道制作流程如下:
1、对管道或者管件按照用户需求的数据尺寸进行切割和焊接连接法兰;
2、对焊接好的钢体进行检验,要求尺寸精准,焊缝平整饱满,检验合格后送进喷砂房喷砂除锈。
3、喷砂完成对管体进行涂抹胶浆,衬胶管道胶浆要涂刷4遍以后才可以粘贴胶板,每一层胶浆要间隔8小时以上(因天气情况而定),由此可见,衬胶管道的工艺复杂,生产周期长,全部由人工操作。
4、此刻胶浆涂完以后,根据管体尺寸剪裁电厂脱硫系统衬胶管道生产技术
5、 贴衬法采用热烙法时应严格控制烙铁的温度,一般控制在100-200℃为宜。烙胶时,烙铁不得在胶板上停留,烙胶应以中部开始往四周赶走气泡。烙胶时发现气泡应及时用针刺破,将气体抖烬,然后用烙铁压实。硫化前应对完成衬贴设备进行检查,发现问题要及时处理。硫化根据设备的大小以及所衬橡胶胶种选择硫化方式。基于衬里的质量和经济观点来看,电厂耐腐蚀管道首先应考虑采用硫化罐硫化法。成品质量控制应检查胶层的硬度及电火花检查衬里层有无漏电现象。如有则应修补。
6、衬胶管道全部制作好以后就可以进行硫化,硫化温控制在150度--180度,压力控制在4MPa,持续进行8个小时以后开始逐步冷却降温,待温度全部降下来以后还要再进行打磨、检验,全部工序完成以后才可以出交给用户。



![[合肥]纵横机械制造有限公司名片](http://ypmimg.huaer.cc/UploadImg/1296/new_card.jpg "[合肥]纵横机械制造有限公司名片")