| 产品参数 | |
|---|---|
| 产品价格 | 批发/吨 |
| 发货期限 | 当天 |
| 供货总量 | 1808 |
| 运费说明 | 面谈 |






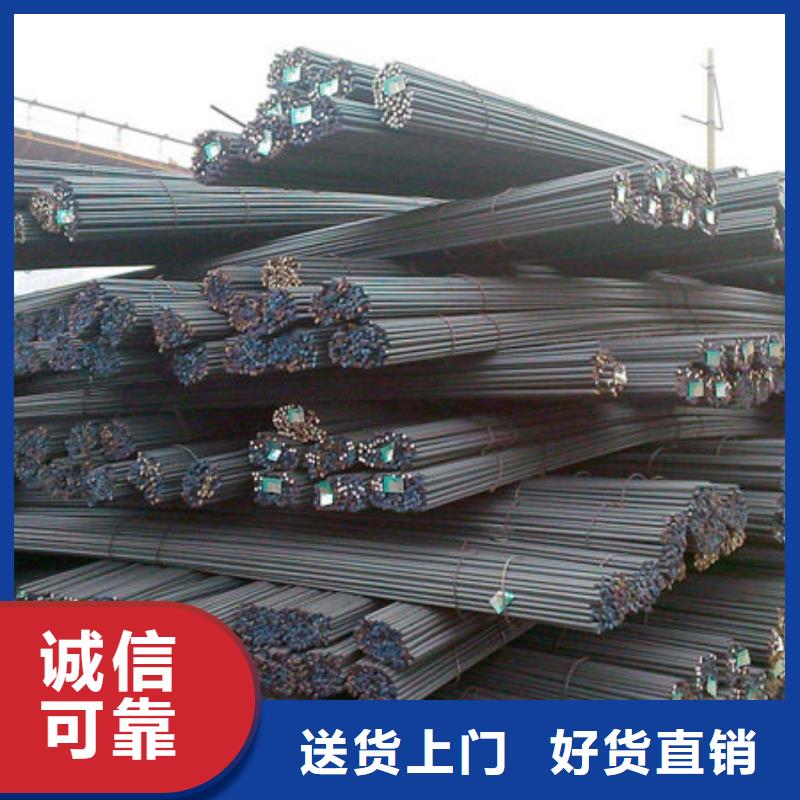
螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管钢材则大多采用螺旋焊。大口径螺旋钢管厂家,螺旋钢管管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
根据各钢材种预处理目标硫要求及实际镁粉喷吹效果,开发各类钢种高精度的镁粉喷吹模型,岗位人员点击一级画面“开始喷吹”按钮,系统自动完成预处理整个喷吹过程。通过预处理自动喷吹系统实现了过程自动化控制,提高了控制精度,为炼钢工序提供了优质的铁水。相继开发出转炉(氧副枪)智能吹炼控制系统、造渣模型辅原料智能投加系统、增碳脱氧合金化方案筛选自动振料系统等多达十六套智能产品,并且兼具过程防错预警、操作评价、数据记录查询、大数据分析、成本监控等特有功能,独具基于炉气分析、音频联动的氧枪枪位控制,融入语音提示、远程控制等先进科技元素,在业内处领先水平。
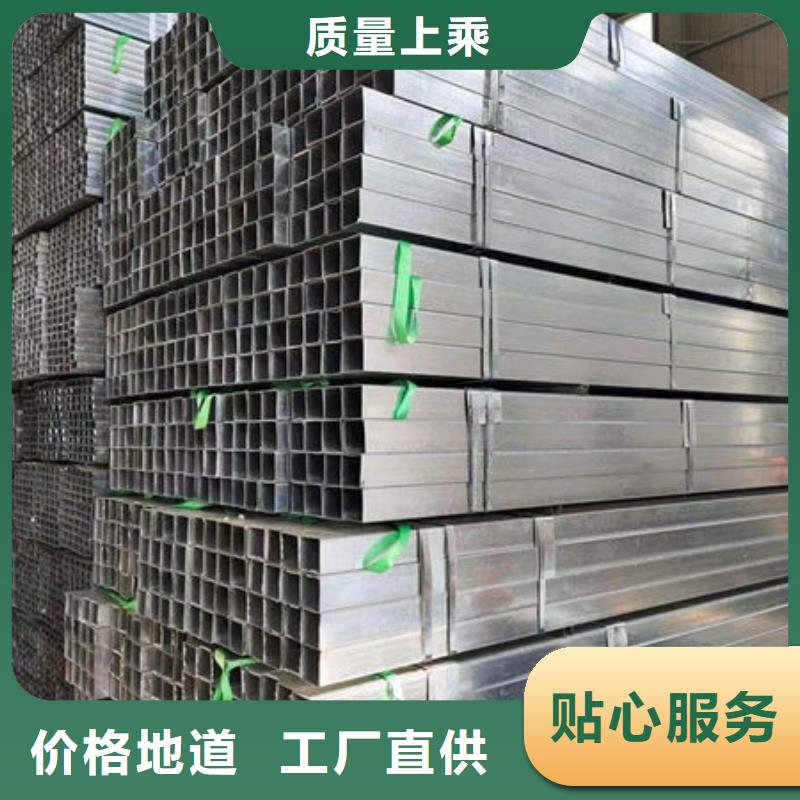
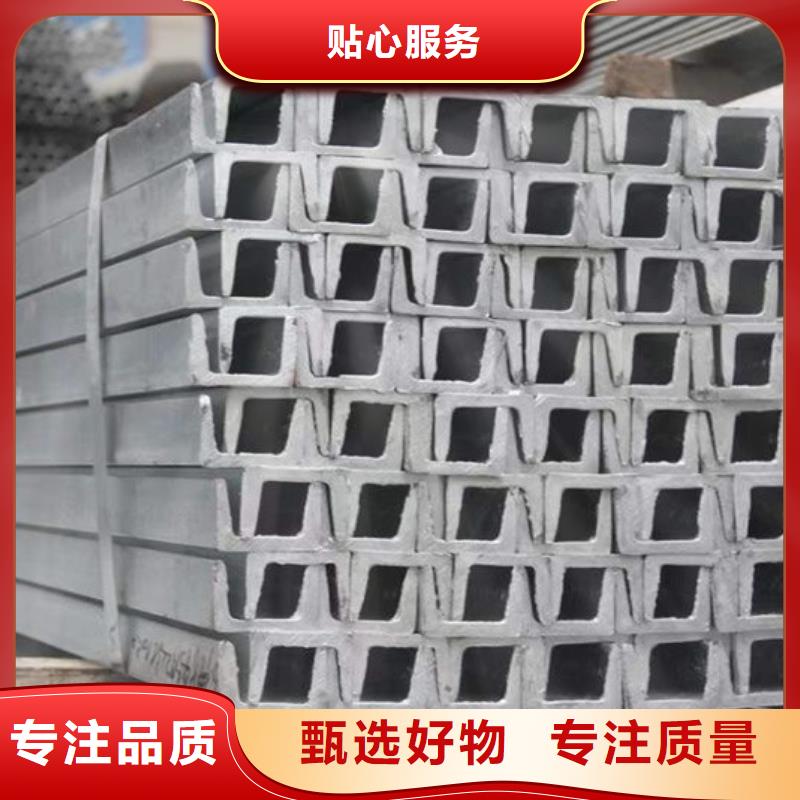
传统以产定销的钢管现货销售模式,厂家现货备货一般小口径薄壁管多为6米长度,大口径厚壁方矩管多为12米长度,用户从经销商或贸易商手中买回去之后需要切割钢材至使用长度,即使进行定尺定制由于方矩管厂家在生产钢管时成型机组辊道长度的限制,产品长度往往有一定的限定区间范围,如果需要一些较短尺寸的钢管只能按照成倍尺寸下订单然后再进行切割,同时一些对长度精度要求极高的机械应用,也往往通过做倍尺或者预留一定长度余量,再通过精密切割来保证管件成品的精度,故而钢管切割是钢管使用一个必要二次加工工序。
无缝钢管凹坑这是一种无缝管常见的表面缺陷之一,分布在钢管表面上的面积不一的局部凹陷,分布有的呈周期性,有的无规律。凹坑的产生是由于氧化铁皮或其它质硬的污物在拔制或矫直过程中压入了钢管表面,或者是原来存在于钢管表面的翘皮剥落。当在无缝钢材管外表面出现有圆滑的或有尖锐棱角的螺旋状印痕时,应检查矫直机。由于矫直辊位置不正,角度不正确,矫直时钢管擦着了矫直辊边部的凸肩,矫直辊上有磨损的凹槽,钢管两端弯曲过大均可能在钢管外表面出现凹坑。
![[安庆]角钢槽钢工字钢无缝钢管不锈钢板赣达金属材料名片](http://ypmimg.huaer.cc/UploadImg/3358/new_card.jpg "[安庆]角钢槽钢工字钢无缝钢管不锈钢板赣达金属材料名片")