| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家 | 上沅工程技术有限公司 |
| 规格 | 规格齐全 |
| 颜色 | 黑色 |
| 材质 | 橡胶制品 |
| 型号 | 型号齐全 |
| 品牌 | 上沅 |

青岛上沅工程技术有限公司自成立以来一直秉承“品质、专业、诚信、热忱”的经营理念,致力于打造满足客户全方位需求的准确、方便、迅捷、可靠的 球型(形)钢支座企业。公司特别注重高科技研发团队的的建设,凝聚了一支多年从事 球型(形)钢支座方面的研发和产品工程师,保证了产品质量的稳定性、可靠性。同时公司也建立了拥有丰富项目实施经验和技术过硬的售前、售后服务队伍,可以为用户提供全面的产品服务和技术解决方案。



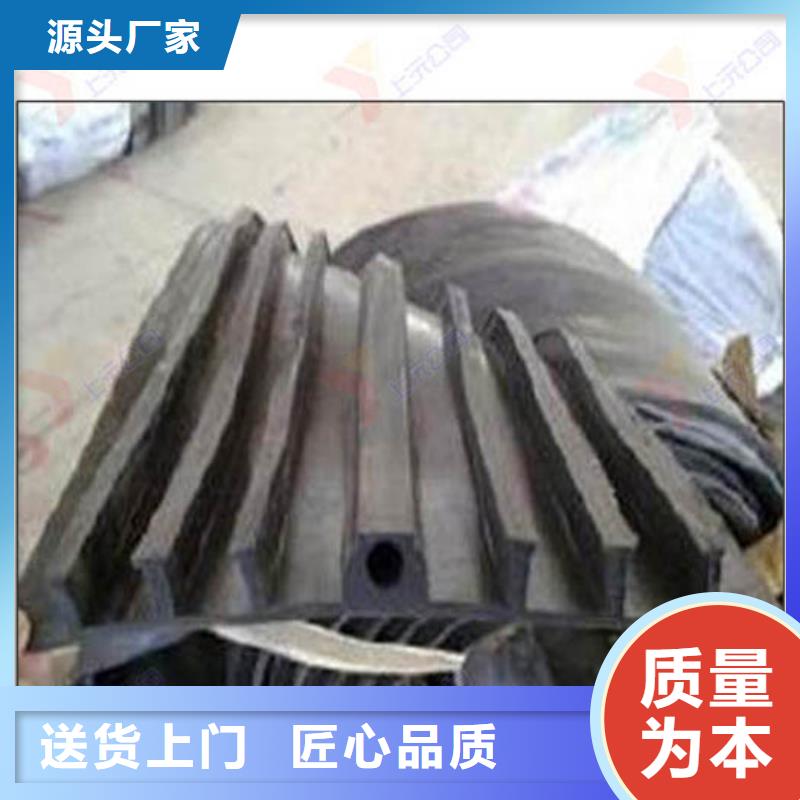
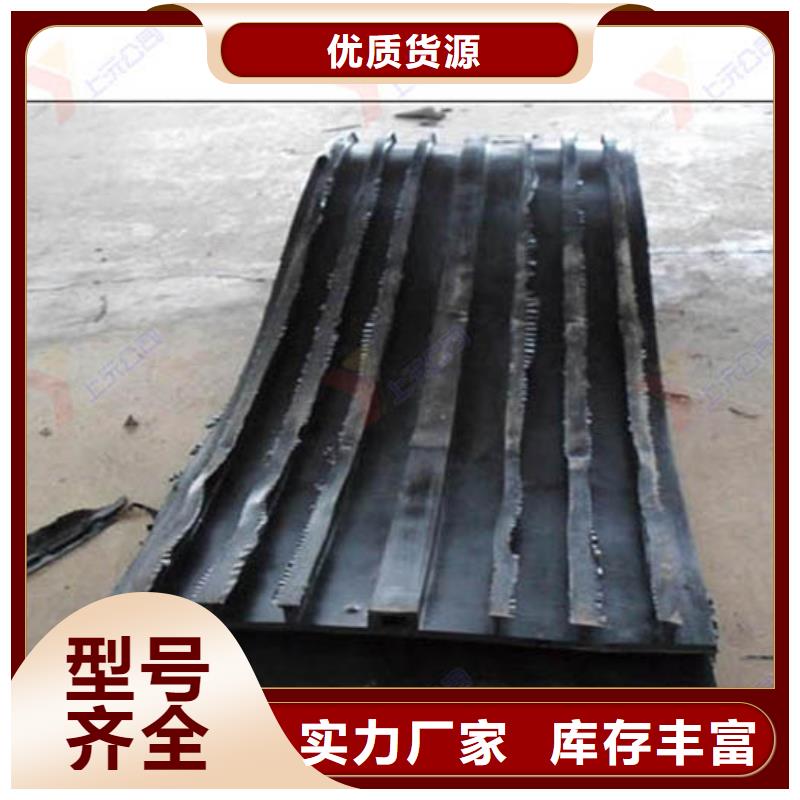
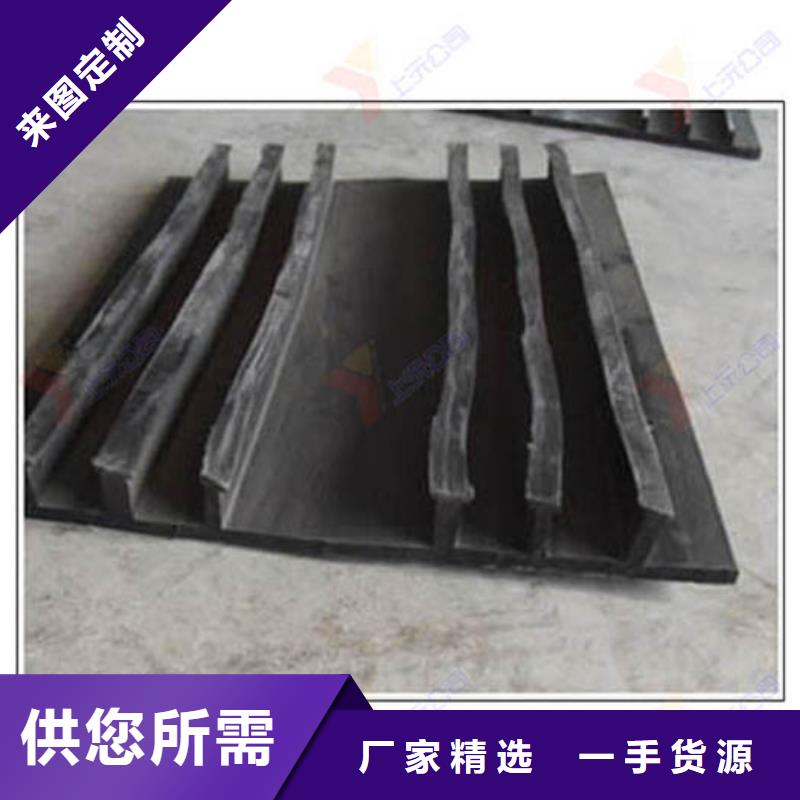
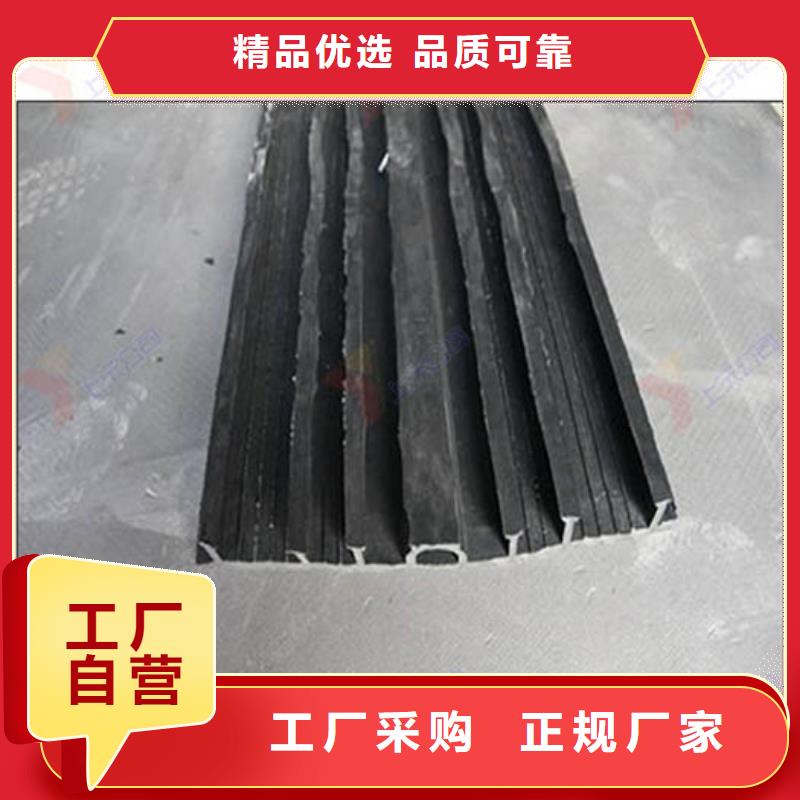
钢边橡胶止水带系以一般可伸缩的橡胶和两边配有镀锌钢边所组成的复合件。这种止水带主要靠中间的橡胶段在混凝土变形缝间被压缩或拉伸,而起到密封止水作用。一般来说,混凝土和橡胶的粘附力较差,在常规施工中,又因橡胶是柔软弹性体,使混凝土在浇筑时不易被掏实,故在混凝土接缝膨胀,扯离、扭转时会经常出现橡胶止水带松动和脱落,以致在水头压力较高情况下会产生渗漏现象。对于变形缝大的接缝来说,问题就突出。采用镀锌钢边橡胶复合式止水带,基本上可以克服纯橡胶桥式止水带的这些不足。而且这种复合式止水带还具有双重功能,即一方面可以延长途径,延缓渗水速度,另一方面镀锌钢边和混凝土有着良好的粘附性,使止水带能承受较大的拉力和扭力,从而保证橡胶止水带的混凝土中的有效变形范围内不会产生松动和脱落现象,提高止水效果。



在已打磨光滑的钢边两面涂刷橡胶与金属粘结剂。在加工打磨钢板橡胶止水带连接端头的同时预热橡胶止水带的熔接模具好,预热时间按电热丝的发热功率约在30分钟。目的是将模具温度控制在140~150℃度之间。当温度计显示模具温度已到140~150℃即可进行后续步骤。把需要熔接钢边橡胶止水带两端头按步骤2搭接放入橡胶熔接模具底模的中间,连接处放满生胶片。按模具的对中孔洞,轻轻放置熔接模具的顶模。在安放模具顶模的过程中要避免生胶片和熔接端头的跑位,如果过程中钢边橡胶止水带需熔接的两端头跑位,需重复此步骤,确保熔接两端头的正确位置。用千斤顶将安放好的顶模具加压。此步骤注意的是: 次千斤顶加压压力不要过大大,加压至模具顶模和底模之间距离在2cm左右。待熔接钢边橡胶止水带的生胶片硫化一段时间,约5~10分钟后再进行千斤顶的二次加压。


![[青岛]上沅工程技术有限公司名片](http://ypmimg.huaer.cc/UploadImg/2699/new_card.jpg "[青岛]上沅工程技术有限公司名片")