| 产品参数 | |
|---|---|
| 产品价格 | 4800 |
| 发货期限 | 两天 |
| 供货总量 | 3000 |
| 运费说明 | 物流 |
| 最小起订 | 1吨 |
| 质量等级 | 一级 |
| 是否厂家 | 否 |
| 产品材质 | Q235B Q345B |
| 产品品牌 | 神悦 |
| 产品规格 | 规格齐全 |
| 发货城市 | 包头 |
| 产品产地 | 天津 |
| 加工定制 | 加工 |
| 产品型号 | 型号齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
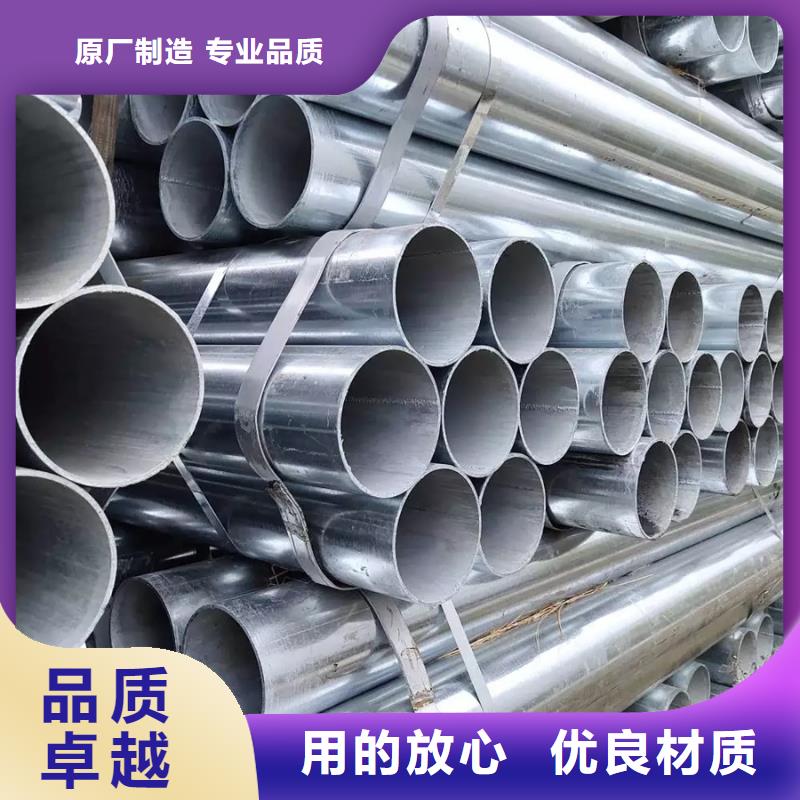
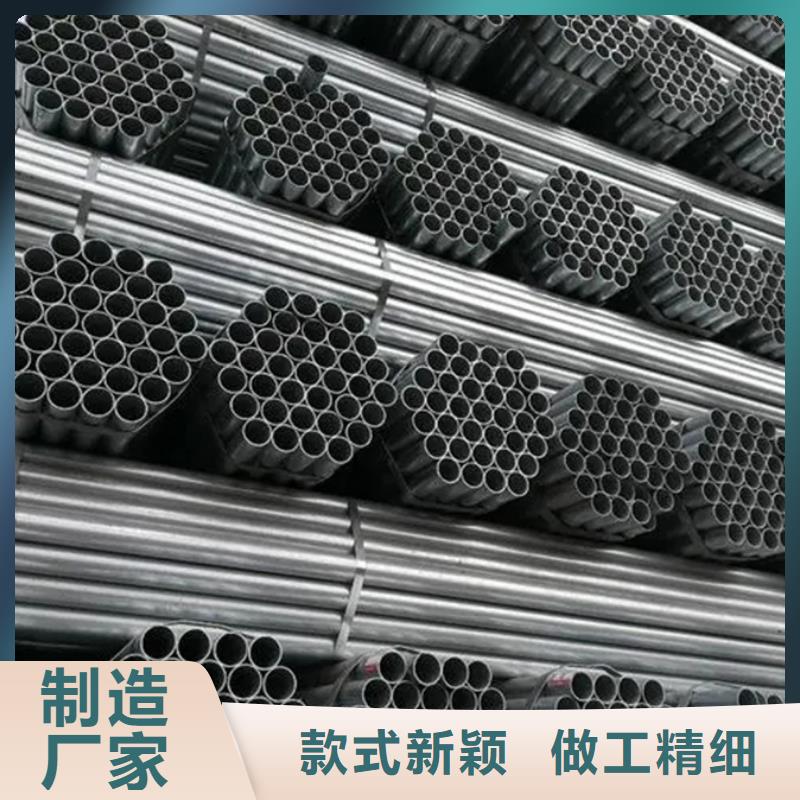
| 产品颜色 | 镀锌 |
| 质保时间 | 一年 |
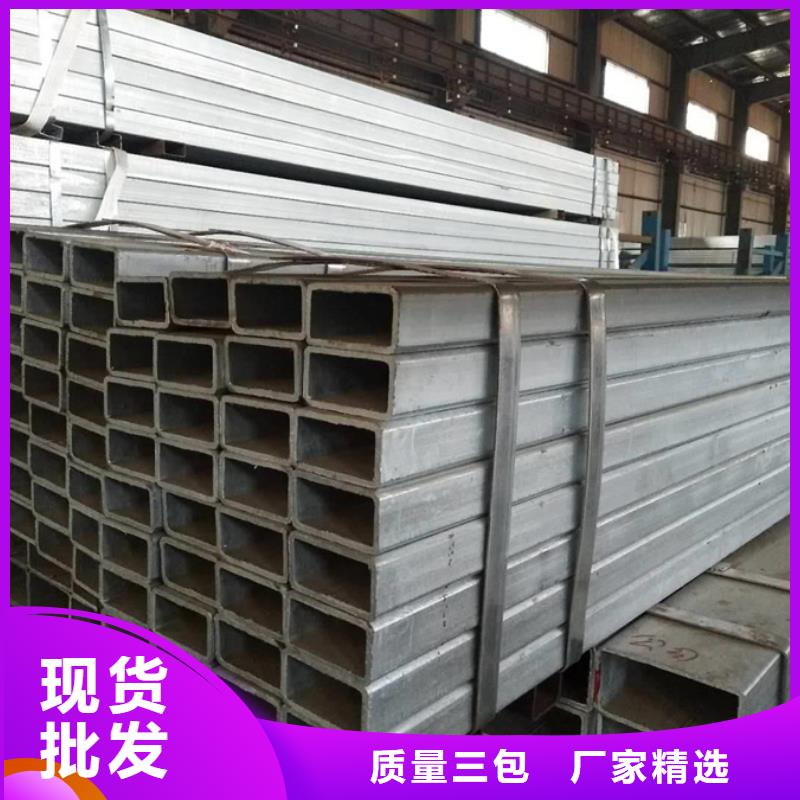
| 外形尺寸 | 圆形 方形 |
| 适用领域 | 建筑、机械、煤矿、化工、电力、铁道车辆、汽车工业、公路、桥梁、集装箱、体育设施、农业机械、石油机械、探矿机械等制造工业 |
| 是否进口 | 否 |
| 质量认证 | 认证 |
| 产品功率 | 无功率 |
| 工作温度 | 530 |
| 长度 | 3米 4米 5米 6米等 |
果洛热镀锌管焊接内开口时, 层至第三层必须小规格操作,因为其焊接是影响焊接变形的首要原因。 焊接一到三层后,清洁反面。 应用碳弧气刨去除根部后,需要对焊缝进行机械设备打磨抛光,梳理焊缝表面进行渗氮处理,露出金属织构,防止表面碳化乐观而产生裂纹 . 外口要焊一次,内口会有一些余料。焊接第二层镀锌无缝管时,焊接方向应与 层相反,以此类推。 华尔钢热镀锌钢管每层焊接接头应间隔15-20mm。焊接镀锌无缝管时,两名焊工的焊接电流、焊接速度和焊接叠数应保持一致。 焊接时,焊接应从起弧板开始,在起弧结束板上结束。焊接后切断并打磨和抛光清洁。 焊后热处理:热处理工艺应在焊缝焊好后12小时内进行。 如果不能立即进行热处理工艺,应采用保温、缓冷等方法。 调质处理完毕后,应使用两个热电阻测温,将热电阻焊在焊缝的两侧。
点炉中的热处理不可能一气呵成。果洛镀锌管落地水平应根据温度控制,中间关炉改变压力,使淬火后的工件透视自始至终不矛盾。注意冷冻液的测量。 如果 10% 盐水溶液的测量高于 60°C,则不能应用。冷冻液不得有血、沙等残留物,否则会出现视角多或景物不均。粗胚一旦调质,视角就永远不会均匀。 如果要失去良好的调质质量,则毛坯应进行粗加工,圆棒应进行锻造。 果洛镀锌方管活塞机的液压系统有单活塞杆气缸和双活塞杆气缸两种。 单活塞杆液压系统只有液压缸的一端,两侧分别为出油口和回油孔,以达到横向适应。又称双效油缸,常用于液压挖掘机等工程机械。 镀锌方管双活塞杆液压系统具有两侧延伸的液压缸,其组成与单活塞液压系统基本相同。 当液压系统的右腔充满液体,左腔被抽油时,活塞杆偏心,对面的活塞杆偏心。 镀锌方管的稳定性和合理性。


果洛镀锌管更容易被划伤; 头尾不齐是带钢直接卷取,轧后不切头尾造成的。 这些缺陷终导致焊管外观质量不合格,必须将其切断或判断为报废,从而降低焊管的成品率和合格率。 塔盘卷从内圈到外圈十条带钢为塔盘卷取带卷,一般不允许大于50mm。 轻微松卷可在精轧后使用,而严重松卷则无法分拣,必须裁切使用,增加金属消耗,降低成品率。 包装不牢固,不符合包装要求; 装卸过程中操作不当; 原材料管理不善、储存、来回升降,造成卷筒松动。 果洛镀锌方管氧化皮渗入带钢边缘之间的焊缝区会导致焊接缺陷,而带钢表面的氧化铁片渗入成型会加速成型辊的磨损。 氧化皮严重的热轧带钢应去氧化皮。 热镀锌是将除锈后的钢构件浸入600℃左右的高温锌液中,使钢构件表面附着锌层。 从而达到防腐的目的。 近年来,轻钢结构体系中出现了大量压型钢板。 热浸镀锌也用于防止腐蚀。 热镀锌的 道工序是酸洗除锈,然后是清洗。 这两个过程的不完善会给防腐留下隐患,所以必须彻底处理。
点炉中的热处理不可能一气呵成。果洛镀锌管落地水平应根据温度控制,中间关炉改变压力,使淬火后的工件透视自始至终不矛盾。注意冷冻液的测量。 如果 10% 盐水溶液的测量高于 60°C,则不能应用。冷冻液不得有血、沙等残留物,否则会出现视角多或景物不均。粗胚一旦调质,视角就永远不会均匀。 如果要失去良好的调质质量,则毛坯应进行粗加工,圆棒应进行锻造。 果洛镀锌方管活塞机的液压系统有单活塞杆气缸和双活塞杆气缸两种。 单活塞杆液压系统只有液压缸的一端,两侧分别为出油口和回油孔,以达到横向适应。又称双效油缸,常用于液压挖掘机等工程机械。 镀锌方管双活塞杆液压系统具有两侧延伸的液压缸,其组成与单活塞液压系统基本相同。 当液压系统的右腔充满液体,左腔被抽油时,活塞杆偏心,对面的活塞杆偏心。 镀锌方管的稳定性和合理性。
![[果洛]苏沪金属制品有限公司名片](http://ypmimg.huaer.cc/UploadImg/3699/new_card.jpg "[果洛]苏沪金属制品有限公司名片")