

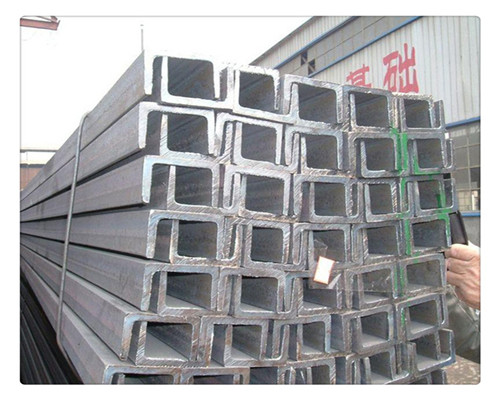
以下是:槽钢产品实物图的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 Q235 类型 槽钢 长度 6米 仓库 重庆大渡口 品牌 法尔克 规格 齐全 槽钢产品实物图,法尔克贸易有限公司(沙湾分公司)专业从事槽钢产品实物图,联系人:付经理,电话:023-68832928、18983998634,QQ:756908057,发货地:重庆伏牛大道龙文钢材市场,以下是槽钢产品实物图的详细页面。 四川省,乐山市,沙湾区 沙湾区距成乐、乐雅、乐宜高速公路入口22千米,距乐山大佛33千米、峨眉山19千米,成昆铁路、国道348线、省道309线、省道429线、省道430线穿越全境。拥有4A级旅游景区、全国重点文物保护单位—郭沫若故居,森林公园、省级风景名胜区—大渡河美女峰,大渡河湿地公园,西南地区自然攀岩基地—龙岩攀岩基地,以及二峨、三峨、四峨3座峨眉姊妹山和4个大渡河梯级电站库区等文旅资源。
我们的槽钢产品实物图视频现已上线,它比任何文字描述都能更直观地展示产品的魅力。请点击观看。以下是:槽钢产品实物图的图文介绍
乐山沙湾法尔克贸易有限公司投入大量资源拓展研发团队,实现 螺旋钢管从研发到生产,以及 螺旋钢管的服务。我们提供各种创新,高质量,具有成本效益的可持续 螺旋钢管产品以及服务,以满足不同地区不同场景的特定需求。
另外,如果热镀锌槽钢在焊接的过程中,由于焊接工人的操作不当,可能会造成表面的比较明显的粗糙面,这样可能会影响到表面的保护膜。那么,对于这种粗糙面的处理,则需要一些专业人士来进行,特别是一些懂得焊接技术的人再次在基层处理的基础上进行二次的局部焊接处理。
在相关政策的带动下,近年来国内热镀锌槽钢业发展呈现强劲增长态势,成为国内热镀锌槽钢加工业的主力军。据中国热镀锌槽钢加工工业协会统计,目前中国热镀锌槽钢市场的年增长率达15%,居世界首位。但良好的发展环境,并未让国内热镀锌槽钢企业前行的步履轻松,2003年起原料价格上涨,所形成的压力使企业不堪重负,特别是聚氯乙烯树脂价格飙升,一些实力不强的中小企业更是经营困难,处于亏损的边缘,企业整体面临着严峻挑战。
原料暴涨成本猛增
自2015年起,由于世界原油价格的上扬,引发世界热镀锌槽钢原料市场价格全线上涨,受国际市场的价格拉动,国内聚丙烯、聚乙烯、聚氯乙烯价格也处于上扬态势。特别是聚氯乙烯树脂,因用电紧张使聚氯乙烯的主要原料货紧价扬,聚氯乙烯价格走高,再加上2015年9月份的反倾销调查终裁胜诉,双重因素刺激了聚氯乙烯树脂的价格上涨,对于聚氯乙烯热镀锌槽钢企业而言,仅聚氯乙烯原材料涨价这一块,就增加产品成本20%以上。
品种单一内忧外患
巨大的市场容量和较低的准入门槛,使热镀锌槽钢在过去的几年中,一直是国内各方投资的热点项目。由于当时投资盲目,低端产品产能过剩,其恶性效应已开始显现。以市场占有量大的聚氯乙烯热镀锌槽钢企业为例,目前产品仍集中在城乡供排水管及管件、雨水排水管及管件上,导致其市场容量趋于饱和,加大了该产品领域的竞争激烈强度。为争夺市场,一些企业采用价格驱动策略,特别是一些小企业以低劣产品进行低价倾销,价格战愈演愈烈,处于恶性价格竞争的局面。
积极调整重夺市场
安钢垂400mm机组随生产节奏和产量的提高,上述剪切越来越突出,剪切质量内控达标率仅为94.2%。而且剪刃的使用寿命越来越短,平均每班更换一次,造成生产成本和职工劳动强度增加。针对这些问题,从工艺、技术和操作上进行了认真分析,并提出了相应改进措施,取得了较好效果。
1、工艺原因
该机组的设计能力为20万t/a,但产量达到了60万t/a,冷床区生产能力不足的问题很突出,与生产角钢相比,槽钢的冷却速度较慢,从而造成剪切时槽钢温度较高,极易出现塌肩、毛刺、撕裂等,并且对剪刃寿命的影响较大。
2、剪刃设计原因
槽钢剪刃设计的基本依据是槽钢成品孔型形状,如图1所示(以100#槽钢为例)。这种设计在剪切过程中易出现以下问题:一是槽钢两肩部与其他部分相比,相对较厚,所需剪切力也较大,剪刃磨损较快,剪刃使用一段时间后。这一部分相对磨损量大,致使肩部间隙较大,易出现塌肩现象;二是槽钢两腿与腰部处相比,由于剪切角度的影响,当剪刃磨损后,在剪切两腿时,剪切量变小,腿部剪切由通常的剪断变成了撕断,槽钢腿端面极易出现毛刺;三是上、下剪刃腿部斜度与槽钢成品孔型基本一致,这样在剪切时腿部基本同时受力,剪切力较大,剪刃磨损较快,一方面腿端剪切压痕严重,另一方面剪刃老化后,极易出现槽钢剪切部分撕裂、毛刺较多的现象。后两点是影响槽钢剪切质量的主要原因。
改进措施
针对上述3个问题,分别采取了相应措施。
1、针对冷床冷却速度慢的问题,在冷床区增加了水雾风机来提高冷床区的冷却速度,又在剪机前一个倍尺处增加了一组水雾喷头,降低槽钢剪切部分的温度,从而避免了因钢温高而造成的剪切。
2、针对槽钢剪刃设计存在的问题,结合生产实际情况,将剪刃设计为图2所示的形状(以100#槽钢为例)。上剪刃宽度由100mm改为99mm,减少上剪刃在左右方向的间隙,改善槽钢两角部的剪切质量;下剪刃两角部圆弧尺寸由R8mm改为R7mm,提高两角部的剪切重叠量,改善槽钢肩部剪切质量;下剪刃上边宽度由79mm改为80mm,下边宽度由97mm改为94mm,使下剪刃腿端斜度小于槽钢成品孔型斜度,这样在腿部剪切时,腿部上、下方向上不会同时受力,从而减少剪切力,改善剪切质量。
3、通过对各规格槽钢实际剪切质量和剪切间隙进行数据回归分析,制定了每种规格的剪切间隙规范,具体为:63#槽钢为0.20~0.30mm、80#槽钢为0.20~0.35mm、100#槽钢为0.25~0.35mm,120#槽钢为0.25~0.40mm,并做出厚度为0.20~1.00mm的不同垫片。每次更换剪刃时,先测量间隙,再选择相应的垫片,确保剪切间隙控制在工艺要求范围内。
镀锌槽钢,是表面镀有一层锌的槽钢材料。
槽钢产品实物图,法尔克贸易有限公司(沙湾分公司)为您提供槽钢产品实物图产品案例,联系人:付经理,电话:023-68832928、18983998634,QQ:756908057,发货地:重庆伏牛大道龙文钢材市场。







