

以下是:重信誉精密钢管厂家的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 10# 20# 45# 16Mn 20cr 40Cr GCr15 35#等 产地 山东 规格 外径8-219mm壁厚0.5-30mm 用途 汽车 轴承 气动元件 精密机械零件 工程结构 颜色 白色 品牌 福仕达 型号 圆形 可定制 是 重信誉精密钢管厂家,福仕达金属材料有限公司(雁江分公司)专业从事重信誉精密钢管厂家,联系人:李万路,电话:15864906227、15864906227,QQ:762474178,发货地:开发区汇通物流园内,以下是重信誉精密钢管厂家的详细页面。 四川省,资阳市,雁江区 《四川通志》载:沱江“在县东一里自简州流入谓之雁江”。 历史悠久,尧为资国地,夏属梁州,周入雍州为蜀国地,汉置资中县。2000年,撤销资阳地区,设立地级资阳市;撤销县级资阳市,设立雁江区。物产丰富,人杰地灵,交通便捷、宜居宜业,是天府粮仓,是鱼米之乡。
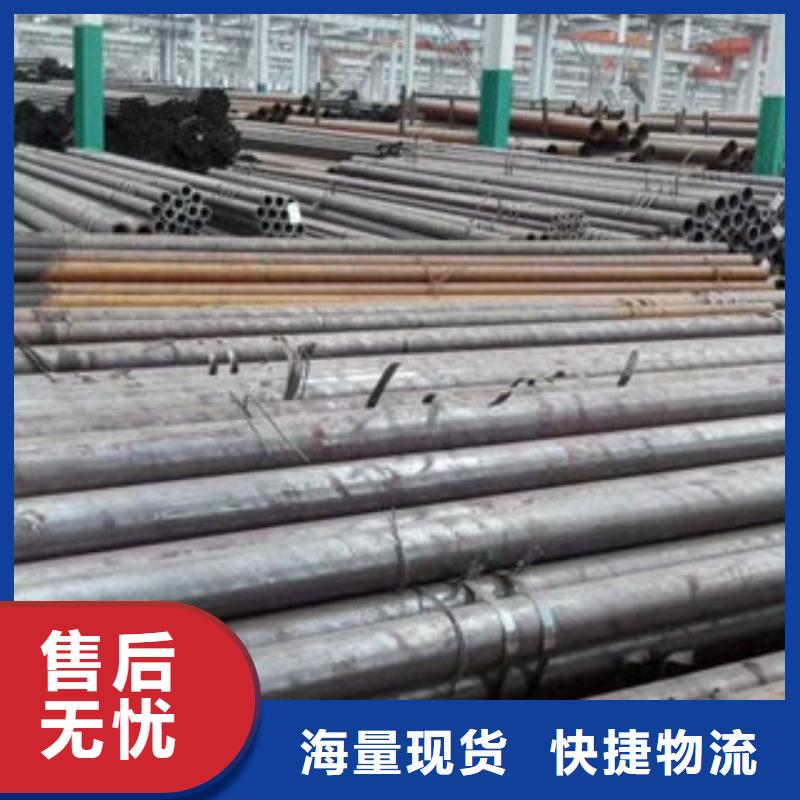
准备好领略重信誉精密钢管厂家产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。以下是:重信誉精密钢管厂家的图文介绍
精密钢管的单位为N/mm2(MPa)。上精密钢管(σsu):试样发生屈服而力首次下降前的大应力;下精密钢管(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。断后伸长率:(σ)在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。第三,以σ表示,单位为%。式中:L1--试样拉断后的标距长度,mm;L0--试样原始标距长度,mm。断面收缩率:(ψ)在拉伸试验中,试样拉断后其缩径处横截面积的大缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。式中:S0--试样原始横截面积,mm2;S1--试样拉断后缩径处的少横截面积,mm2。硬度指标:金属材料抵抗硬的物体压陷表面的能力,称为硬度。根据试验方法和适用范围不同,硬度又可分为布氏硬度、洛氏硬度、维氏硬度、肖氏硬度、显微硬度和高温硬度等。对于管材一般常用的有布氏、洛氏、维氏硬度三种。布氏硬度(HB):用一定直径的钢球或硬质合金球,以规定的试验力(F)压入式样表面,经规定保持时间后卸除试验力,测量试样表面的压痕直径(L)。布氏硬度值是以试验力除以压痕球形表面积所得的商。以HBS(钢球)表示,单位为N/mm2(MPa)。
资阳雁江福仕达金属材料有限公司秉承“科技的光芒源于人性设计,创精的品牌源于产品品质”的经营理念。以卓越的品质,周到的服务和更具竟争力的价格,为社会,为客户提供 无缝钢管产品的解决方案,并愿与所有关心创精、信赖创精的朋友一起,携手共创辉煌明天。
精密钢管热处理工艺可分为退火、正火、时效及调质4种。精密钢管时效强化处理的实质是将许多非常细小的沉淀物颗粒从过饱和固溶体中析出,并形成体积很小的溶质原子富集区。为保证无缝方矩管加热时使尽量多的溶质溶入固溶体,随后在快速冷却中降低溶解度,使来不及分析出来的分析出来的过剩的溶质形成过饱和固溶体,时效处理前需进行淬火。精密钢管热处理过程中,进行时效处理时需严格控制加热温度,以便将溶质原子能大限度地固溶到固溶体中,同时又不致使合金发生熔化。精密钢管氮化应该对耐磨性提高比较明显,对耐蚀性的提高不那么明显,要求盐雾实验的产品不能采用喷砂,本来精密钢管做出来的化合物层就不深,经过没喷砂后更是喷的化合物层不均匀,化合物层较浅或没有的地方就开始起锈。应对办法:方法一:使用低温氮化可以解决这个问题。方法二:白层中氮+碳的质量百分比超过8.5wt%后会有显著的。方法三:尼萃斯的NANO-S技术专门针对精密钢管氮化,可在不改变原有耐腐蚀性的情况下提高耐磨损性能。该技术将氮和碳扩散进入表面,通过生成一种叫S-相的组织来提供超高的硬度。
如何提高精密钢管厂机器的生产效率一直是人们为关注的问题。提高冷轧管机的生产效率就是提高冷轧精密钢管厂机的小时产量产量A、一般用下式进行计算冷轧管机的小时。从上式可知,提高轧精密钢管厂机产量的个重要途径就是提高轧管机的速度。要想提高轧管速度,必须首先解决轧管机机架的惯性力和惯性扭矩的平衡方法及具体结构,各个零部件的强度和刚度以及润滑、冷却、使用寿命等问题。小孔直径长度决定了精密钢管的用途。例如流体管道,流体管道的小孔直径较大,内部的中空面积也就会越大,很适合投入到精密钢管中的使用。而投入到机械中使用的精密钢管,小孔直径较小,其具有很强的任性和耐磨的特性。人们可以在千斤顶中便可以看到这款精密钢管的使用,极大了机械的使用效率和使用的寿命,同时也为人们的生活带来了很大改变,而朋友们在选购的过程中便需要注意小孔直径大小的方面加大送进量,和提高延伸率人是提高轧管机产量的又一有效的措施。为此,采用环形孔型块是理想的解决方法,它既有利于加长机架行程又不过多地增加轧辊的直径。提高冷轧精密钢管厂机产量的第三个途径是,必须提高轧管机的有效工作系数,值。要提高9,将涉及多方面的问题.一方面,要求轧管机的设计要合理,加工制造精度高,以减少维护及检修停机时间。另一方面要提高轧管的机械化、‘自动化水平,以减少辅助操作时间。第三方面,也是很重要的发展方向,要实现冷轧管机不停机,连续装科和连续轧制.提高轧管机产量的第四个措施是增加同时轧制管材的根数。需要指出的是,线数增加并不能使轧管机的产量成整数倍增加,而且成品管的精度将有所降低‘对于中间工序,是完全可以的。
重信誉精密钢管厂家,福仕达金属材料有限公司(雁江分公司)为您提供重信誉精密钢管厂家产品案例,联系人:李万路,电话:15864906227、15864906227,QQ:762474178,发货地:开发区汇通物流园内。











