


以下是:锅炉热喷涂质量与价格同在的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 山东锅炉热喷涂 山东 锅炉热喷涂质量与价格同在,宏合集团(西昌分公司)为您提供锅炉热喷涂质量与价格同在的资讯,联系人:张经理,电话:06358655311、13780722348,QQ:594476388,发货地:开发区。 四川省,凉山彝族自治州,西昌市 西昌地域,唐置建昌府,元置建昌路,明代又改卫,清雍正六年置西昌县。因城在唐代建昌旧城之西,故名“西昌”。1935年,中央红军过凉山,召开了礼州会议,并首次提出“长征”一词。1950年,西昌解放,设立西康省西昌专区,1955年,撤销西康省建制,西昌专区划归四川省,1978年,西昌专区与凉山彝族自治州合并,西昌撤县设市。西昌旅游景点众多,如邛海-泸山、西昌卫星发射基地等。
锅炉热喷涂质量与价格同在的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:锅炉热喷涂质量与价格同在的图文介绍
GB/T 9793-1997 金属和其他无机覆盖层热喷涂锌、铝及其合金 1998-02-01实施,代替GB/T 9793-1988,GB/T 9794-1988,GB/T 9795-1988,GB/T 9796-1988GB 11375-1999 金属和其他无机覆盖层热喷涂操作 2000-03-01实施,代替GB 11375-1989GB/T 8642-2002 热喷涂抗拉结合强度的测定 2003-04-01实施,代替GB/T 8642-1988GB/T 12607-2003 热喷涂涂层命名方法 已转化为行业标准:JB/T 10580-2006GB/T 12608-2003 热喷涂火焰和电弧喷涂用线材、棒材和芯材分类和供货技术条件 2004-05-11实施,代替GB/T 12608-1990GB/T 18681-2002 热喷涂低压等离子喷涂镍-钴-铬-铝-钇-钽合金涂层 2002-08-01实施GB/T 16744-2002 热喷涂自熔合金喷涂与重熔 2002-12-01实施,代替GB/T 16744-1997GB/T 18719-2002 热喷涂术语、分类 2002-12-01实施GB/T 19352.1-2003 热喷涂热喷涂结构的质量要求第1部分:选择和使用指南 2004-05-01实施GB/T 19352.2-2003 热喷涂热喷涂结构的质量要求第2部分:的质量要求 2004-05-01实施GB/T 19352.3-2003 热喷涂热喷涂结构的质量要求第3部分:标准的质量要求 2004-05-01实施GB/T 19352.4-2003 热喷涂热喷涂结构的质量要求第4部分:基本的质量要求 2004-05-01实施GB/T 19356-2003 热喷涂粉末成分和供货技术条件 2004-05-01实施GB/T 19823-2005 热喷涂工程零件热喷涂涂层的应用步骤 2005-12-01实施GB/T 19824-2005 热喷涂热喷涂操作人员考核要求 2005-12-01实施GB/T 20019-2005 热喷涂热喷涂设备的验收检查 2006-04-01实施GB/T 8640-1988 金属热喷涂层表面洛氏硬度试验方法 已转化为行业标准:YS/T 541-2006GB/T 8641-1988 热喷涂层抗拉强度的测定 已转化为行业标准:YS/T 542-2006GB/T 11373-1989 热喷涂金属件表面预处理通则 1990-01-01实施GB/T 11374-1989 热喷涂涂层厚度的无损测量方法 1990-01-01实施GB/T 13222-1991 金属热喷涂层剪切强度的测定 已转化为行业标准:YS/T 550-2006
凉山西昌宏合集团生产销售 无缝钢管,还有更多 无缝钢管相关的产品参数、实时报价、市场行情等信息请阅读以下文章了解更多资料。
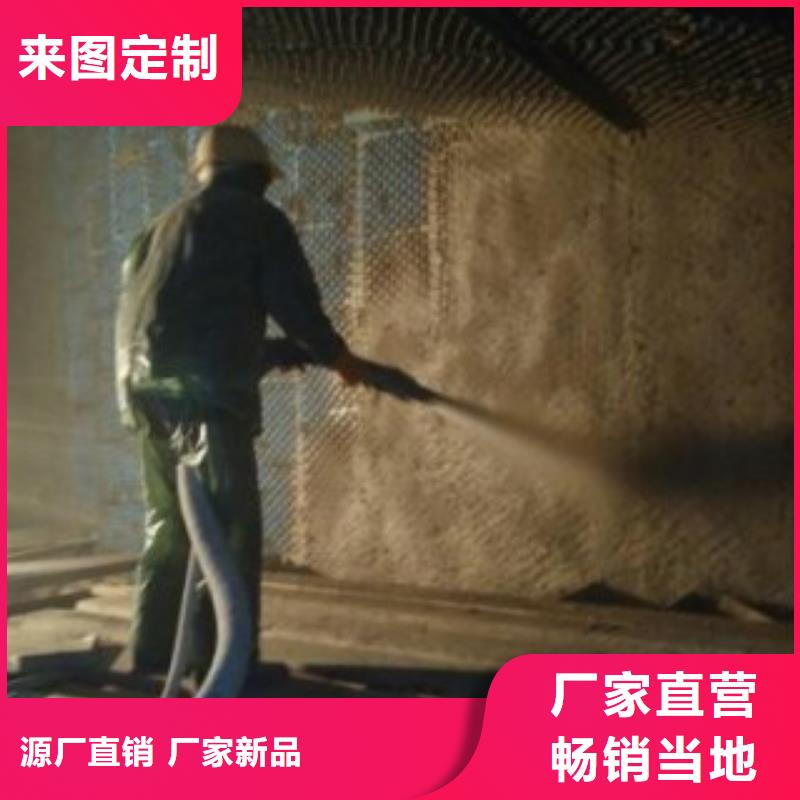
锅炉热喷涂,超音速电弧喷涂,锅炉防磨导流板,CFB循环流化床锅炉导流板,锅炉热喷涂及喷焊施工的企业,公司地理位置优越,技术力量雄厚,有先进的火焰喷涂(焊)系统电弧喷涂系统,等离子喷涂系统等设备20多台套,经多年来的潜心钻研和实际生产操作经验的积累,培养了一支技术精湛、率、高素质的技术人才队伍,已具有一套完整先进的喷涂工艺,可针对不同的情况,实施相应的喷涂工艺,以确保涂层质量,使其得到 效果。
公司承接各种电厂锅炉热喷涂、锅炉炉膛防腐耐磨喷涂、锅炉四管防磨喷涂、锅炉流化床耐磨热喷涂、锅炉防磨喷涂施工等工程项目。多年来,我公司成功的为电厂、造纸印刷、矿山、石油化工、冶金、机械、纺织、汽车等各个行业用户,提供了优质锅炉喷涂服务。用于防腐、防磨和修复强化等方面,收到了极好的效果。
我公司技术力量雄厚,具有多项实用、新型的 级 技术,并通过多项质量检测认证,是全国热喷涂协作组会员单位,并与国内多家科研单位有着长久的合作关系。经多年来的实际操作、进取与磨练,我公司培养了庞大的技术精湛、率高素质的喷涂施工群体.
自1998年首次成功的将热喷涂技术应用与35T沸腾炉埋管以来,公司先后为国内几十家电厂锅炉四管受热面防磨喷涂施工,总面积达十五万余平方米。
“以质量求生存,以诚信求立足”的经营理念,以 的技术为广大用户提供优质可靠的服务,竭诚欢迎广大新老客户的光临惠顾,与我们共同合作开发。
等粒子喷涂工艺在等粒子喷涂过程中,影响涂层质量的工艺参数很多,主要有:①等离子气体:气体的选择原则主要根据是可用性和经济性,N2气便宜,且离子焰热焓高,传热快,利于粉末的加热和熔化,但对于易发生氮化反应的粉末或基体则不可采用。Ar气电离电位较低,等离子弧稳定且易于引燃,弧焰较短,适于小件或薄件的喷涂,此外Ar气还有很好的保护作用,但Ar气的热焓低,价格昂贵。气体流量大小直接影响等离子焰流的热焓和流速,从而影响喷涂效率,涂层气孔率和结合力等。流量过高,则气体会从等离子射流中带走有用的热,并使喷涂粒子的速度升高,减少了喷涂粒子在等离子火焰中的“滞留”时间,导致粒子达不到变形所必要的半熔化或塑性状态,结果是涂层粘接强度、密度和硬度都较差,沉积速率也会显著降低;相反,则会使电弧电压值不适当,并大大降低喷射粒子的速度。极端情况下,会引起喷涂材料过热,造成喷涂材料过度熔化或汽化,引起熔融的粉末粒子在喷嘴或粉末喷口聚集,然后以较大球状沉积到涂层中,形成大的空穴。②电弧的功率:电弧功率太高,电弧温度升高,更多的气体将转变成为等离子体,在大功率、低工作气体流量的情况下,几乎全部工作气体都转变为活性等粒子流,等粒子火焰温度也很高,这可能使一些喷涂材料气化并引起涂层成分改变,喷涂材料的蒸汽在基体与涂层之间或涂层的叠层之间凝聚引起粘接不良。此外还可能使喷嘴和电极烧蚀。而电弧功率太低,则得到部分离子气体和温度较低的等离子火焰,又会引起粒子加热不足,涂层的粘结强度,硬度和沉积效率较低。③供粉:供粉速度必须与输入功率相适应,过大,会出现生粉(未熔化),导致喷涂效率降低;过低,粉末氧化严重,并造成基体过热。送料位置也会影响涂层结构和喷涂效率,一般来说,粉末必须送至焰心才能使粉末获得 的加热和 的速度。④喷涂距离和喷涂角:喷枪到工件的距离影响喷涂粒子和基体撞击时的速度和温度,涂层的特征和喷涂材料对喷涂距离很敏感。喷涂距离过大,粉粒的温度和速度均将下降,结合力、气孔、喷涂效率都会明显下降;过小,会使基体温升过高,基体和涂层氧化,影响涂层的结合。在机体温升允许的情况下,喷距适当小些为好。喷涂角:指的是焰流轴线与被喷涂工件表面之间的角度。该角小于45度时,由于“阴影效应”的影响,涂层结构会恶化形成空穴,导致涂层疏松。⑤喷枪与工件的相对运动速度:喷枪的移动速度应保证涂层平坦,不出线喷涂脊背的痕迹。也就是说,每个行程的宽度之间应充分搭叠,在满足上述要求前提下,喷涂操作时,一般采用较高的喷枪移动速度,这样可防止产生局部热点和表面氧化。⑥基体温度控制:较理想的喷涂工件是在喷涂前把工件预热到喷涂过程要达到的温度,然后在喷涂过程中对工件采用喷气冷却的措施,使其保持原来的温度。在等离子喷涂的基础上又发展了几种新的等离子喷涂技术
今年在凉山市西昌市购买锅炉热喷涂质量与价格同在有了新选择,宏合集团(西昌分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的锅炉热喷涂质量与价格同在产品。如需购买或咨询,请随时联系我们,联系人:张经理-13780722348,QQ:594476388,地址:开发区。











