


以下是:冷拔钢管优质品牌的产品参数冷拔钢管优质品牌,华浦钢管有限公司(通化分公司)专业从事冷拔钢管优质品牌,联系人:王传朋,电话:0635-6398170、15969610999,QQ:2861342999,发货地:开发区大东钢管市场武夷山路东临7号,以下是冷拔钢管优质品牌的详细页面。 吉林省,通化市 2022年,通化市实现地区生产总值590.9亿元,比上年增长2.9%。
一分钟的时间,对于了解我们的冷拔钢管优质品牌产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
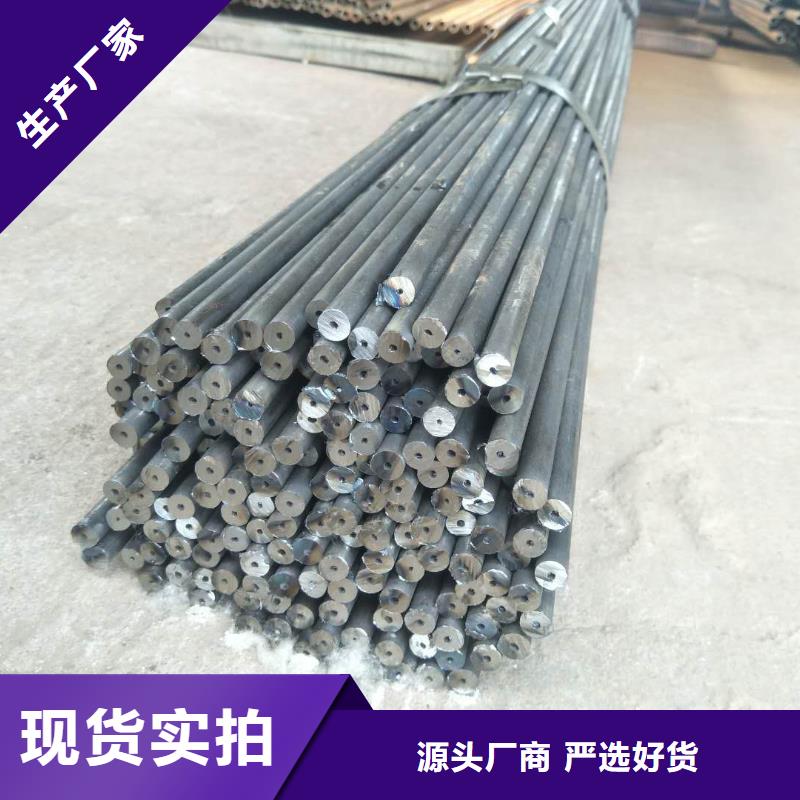
以下是:冷拔钢管优质品牌的图文介绍热轧无缝钢管的成材率一般是92-95%,与规格、加热炉形式、操作工水平(中废率)有关;
冷拔管成材率波动很大,综合平均在86-88%, 道次少、长度长,成材率高,能达到90%以上,
规格小、长度短,成材率则低,如直径12的管子,用40圆钢坯料,成材率一般也就75%左右。
冷拔钢管成材率低的原因就是因为要打头才能拉拔,若改头,还要切掉老头子重新打头,终成品前还要切掉,中途退火、酸洗还有损耗,操作中还存在断头管重新改制、以及厚壁管不可避免的开裂废管等各种情况。
每种规格的钢管生产的成材率是可以计算的。
可能很多人都不知道,异型钢管内也会出现疤痕,那么,这些疤痕是什么?这些疤痕就是一个个像黄豆粒大小不一的坑坑洼洼的小坑,里面会出现灰褐色或灰黑色的异物,那么,我们应该如何来有效的控制异型管中的疤痕?下面来说八种可以有效控制异型管疤痕的方法。

(一)除氧化物剂粉末粒度一般要求在16目左右。
(二)根据异型管内表面面积确定除氧化物剂的喷吹量,一般为1.5-2.0g/dm2,不同直径、长度的管材喷吹得除氧化物剂量是不同的。
(三)吹扫时间应根据管材直接、长度进行调节,以管材内没有悬浮的金属氧化物再被吹出为标准。
(四)芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取一次水冷却的办法。
(五)除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在异型管内腔中充分燃烧。
(六)严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况。
(七)喷嘴高度应根据异型管直径进行调节,以保证对中良好。每个班次要清理一次喷嘴,长时间停机要拆下喷嘴进行清洗。为保证除氧化物剂在管材内壁均匀吹扫,在喷吹除氧化物剂工位使用选装装置,并配以旋转气压。
(八)喷吹压力应与管材直径、长度相配合,既保证吹扫有力,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从异型管内吹走。
吉林通化华浦钢管有限公司本着“【精密钢管】品质保证,客户至上”的企业经营理念,“诚信经营、信誉为本”的经营宗旨。坚信客户永远是公司发展的源泉,坚持以市场为导向,以完善的售后服务为承诺,我们积j i参与推广以及行业交流活动,公司在长期的发展过程中以过硬的【精密钢管】产品质量的优势和国内许多大型的公司都建立了长期良好的合作伙伴关系,我们也热诚欢迎国内外客户来我司考察,参观及技术交流;广纳博交的企业精神,愿与社会各界朋友精诚合作,共创美好家园!
异型钢管焊接前的六点注意事项更加关注操作
异型钢管焊接前的六点注意事项
异型管焊接过程中,大家可能会更加关注操作,异型钢管对于焊前的一些准备工作会容易被忽略。下面我们就给大家介绍一下异型管焊接前的一些注意事项:
(一)检查水、电、气是否接通,并按要求全部连接好,不能松动。水、电、气都是异型管焊接过程中的危险因素,所以在焊前一定要检查好;
(二)使用相关工具清洁母材表面,即用刷子或砂纸彻底母材表面水、油、氧化物等杂质,以保证焊接质量;
(三)要注意异型管焊接工作场所的清理,不能有易燃、易爆物,采取避风措施等;
(四)认真检查焊机的接线是否符合要求,异型钢管质量问题是容易引发事故的因素,所以一定不能掉以轻心;
(五)对异型管母材进行焊前检查,因为这直接关系着焊接效果,所以是很在必要的;
(六)重要焊接结构要采用化学清洗法进行清洁。可简单地采用丙酮或烧碱硫酸等清洗其表面的水、油、高熔点氧化膜、氧化物等污染物。
异型管焊接操作中,我们应该谨慎对待所有细节,异型钢管这样才能保证生产。希望大家时刻绷紧这根弦,因为保证就是保障生命!
今年在吉林省通化市购买冷拔钢管优质品牌有了新选择,华浦钢管有限公司(通化分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的冷拔钢管优质品牌产品。如需购买或咨询,请随时联系我们,联系人:王传朋-15969610999,QQ:2861342999,地址:开发区大东钢管市场武夷山路东临7号。











